

📋 ملخص سريع
دليل كامل للمبتدئين للطباعة ثلاثية الأبعاد يغطي تقنية FDM، والمواد الفتيلية (PLA، وPETG، وABS، وTPU)، وسير عمل CAD الكامل للطباعة باستخدام Autodesk Inventor وUltimaker Cura، وإعداد الطابعة، وإعدادات تقطيع الشرائح، ونصائح عملية للطباعة الأولى الناجحة. نقطة انطلاق مثالية قبل الطباعة ثلاثية الأبعاد لأجزاء الروبوت.
تعمل الطباعة ثلاثية الأبعاد على تحويل التصميمات الرقمية إلى أشياء مادية حقيقية، طبقة واحدة في كل مرة. سواء كنت ترغب في إنشاء نموذج أولي لهيكل روبوت، أو طباعة حامل مستشعر مخصص، أو مجرد فهم كيفية عمل التصنيع الإضافي، فإن هذا الدليل يغطي أساسيات الطباعة ثلاثية الأبعاد التي تحتاجها للبدء. سوف تتعلم كيفية عمل الطباعة FDM ثلاثية الأبعاد، والمواد التي يجب اختيارها، وكيفية تصميم الأجزاء في Autodesk Inventor، وكيفية تحضيرها في Cura Slicer، وكيفية تجنب الأخطاء الشائعة للمبتدئين.
هذه المقالة مكتوبة للصناع والطلاب والمهندسين الذين يريدون مقدمة عملية للطباعة ثلاثية الأبعاد، بدءًا من أول رسم CAD وحتى الجزء المطبوع النهائي.
ماذا سوف تتعلم
- ما هي الطباعة ثلاثية الأبعاد وكيفية عمل تقنية FDM خطوة بخطوة
- كيفية المقارنة بين تقنيات الطباعة ثلاثية الأبعاد المختلفة (FDM، SLA، SLS)
- ما هي خامات الطباعة ثلاثية الأبعاد الأفضل للمبتدئين ولماذا؟
- سير عمل الطباعة ثلاثية الأبعاد الكاملة من التصميم بمساعدة الحاسوب (CAD) إلى الطباعة النهائية
- كيفية استخدام Autodesk Inventor للتصميم ثلاثي الأبعاد مع وضع الطباعة في الاعتبار
- كيفية استخدام أداة التقطيع Cura لتجهيز نموذجك للطابعة
- قواعد التصميم الرئيسية للأجزاء القابلة للطباعة
- كيفية إعداد طابعتك واستكشاف المشاكل الشائعة وإصلاحها
- أفكار مشاريع عملية للبناء التالي
ما هي الطباعة ثلاثية الأبعاد؟
الطباعة ثلاثية الأبعاد، والمعروفة أيضًا باسم التصنيع الإضافي، هي عملية بناء كائن ثلاثي الأبعاد من ملف رقمي عن طريق ترسيب المادة طبقة تلو الأخرى. على عكس التصنيع الطرحي التقليدي، الذي يزيل المواد من كتلة صلبة، فإن الطباعة ثلاثية الأبعاد تضيف المواد فقط عند الحاجة. وهذا يقلل من النفايات ويجعل من الممكن إنتاج أشكال معقدة قد يكون من الصعب أو المستحيل تصنيعها من الكتلة.
تعود هذه التقنية إلى الثمانينيات، عندما قام تشارلز هال بتطوير الطباعة الحجرية المجسمة (SLA) كأول طريقة تجارية للنماذج الأولية السريعة. ثم، في عام 1989، حصل سكوت كرامب على براءة اختراع لنمذجة الترسيب المنصهر (FDM)، والتي أصبحت منذ ذلك الحين تقنية الطباعة ثلاثية الأبعاد الأكثر شيوعًا للهواة والمعلمين وصغار المصنعين. اليوم، أصبحت طابعات FDM ميسورة التكلفة ومتاحة على نطاق واسع، وستجدها في مجالات تتراوح من الطيران إلى الروبوتات إلى التعليم.
كيف يعمل سير عمل الطباعة ثلاثية الأبعاد
تتبع كل طباعة ثلاثية الأبعاد نفس سير العمل الأساسي، بغض النظر عن الطابعة أو المادة التي تستخدمها. يساعدك فهم هذه العملية أيضًا على استكشاف المشكلات وإصلاحها في كل مرحلة.
من التصميم إلى التقطيع
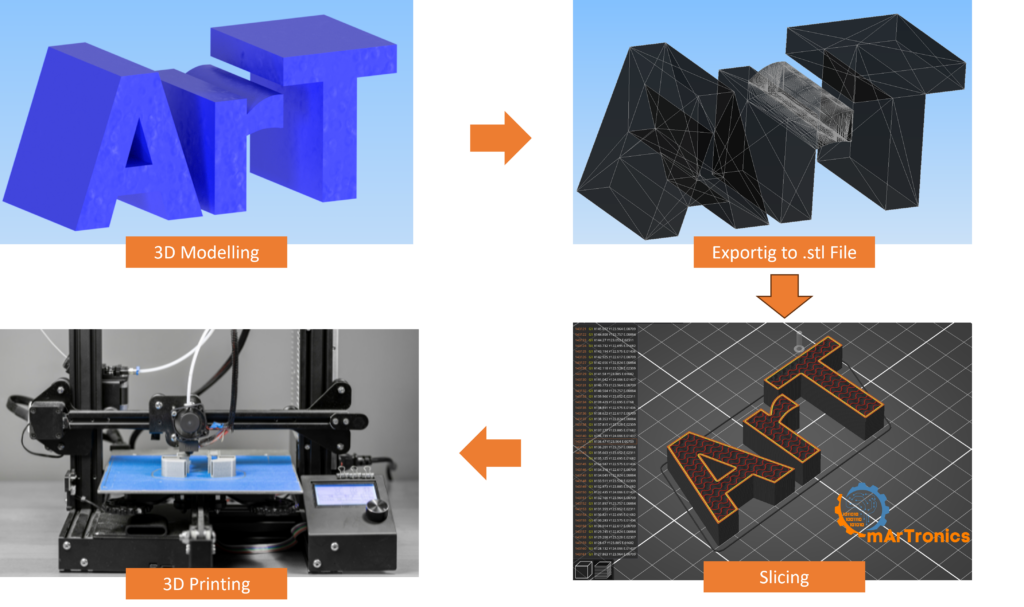
الخطوة 1 – إنشاء أو الحصول على نموذج ثلاثي الأبعاد. استخدم برامج التصميم بمساعدة الحاسوب مثل Autodesk Inventor أو Fusion 360 أو Tinkercad لتصميم الجزء الخاص بك. أو قم بتنزيل نماذج جاهزة من مستودعات مثل Thingiverse أو Printables.
بعد ذلك، قم بالتصدير إلى STL. احفظ نموذج CAD الخاص بك بتنسيق STL (الطباعة المجسمة). تصف ملفات STL السطح الخارجي لنموذجك ثلاثي الأبعاد كشبكة من المثلثات. عند التصدير، اختر الدقة التي توازن بين حجم الملف وجودة السطح.
الخطوة 3 - افتح في القطاعة. استورد ملف STL إلى برنامج تشريح مثل UltiMaker Cura. ثم تقسم أداة التقطيع إلى شرائح نموذجك إلى طبقات أفقية وتحسب مسار الأداة الدقيق الذي ستتبعه فوهة الطابعة.
بعد ذلك، قم بتكوين إعدادات الطباعة. اختر ارتفاع الطبقة، وكثافة الحشو، وسرعة الطباعة، وهياكل الدعم، وإعدادات درجة الحرارة بناءً على المواد التي تستخدمها ومتطلبات الجزء الخاص بك.
من G-code إلى الجزء النهائي
الخطوة 5 – إنشاء رمز G. تقوم أداة التقطيع بإخراج ملف G-code، وهو عبارة عن مجموعة من التعليمات التي يمكن قراءتها آليًا والتي تخبر الطابعة بكيفية التحرك، وكم الفتيل الذي سيتم بثقه، وفي أي درجة حرارة يجب تشغيلها.
والآن، ابدأ الطباعة. انقل رمز G إلى طابعتك (عبر USB أو بطاقة SD أو الشبكة) وابدأ الطباعة. راقب الطبقات القليلة الأولى بعناية لضمان الالتصاق المناسب.
وأخيراً، قم بمعالجة الجزء الخاص بك بعد ذلك. قم بإزالة الطباعة من السرير وتنظيف الهياكل الداعمة، واختيارياً قم بصنفرة الجزء الخاص بك أو طلائه أو تجميعه مع مكونات أخرى.
مقارنة تقنيات الطباعة ثلاثية الأبعاد: FDM، وSLA، وSLS
هناك العديد من طرق التصنيع المضافة، كل منها يناسب تطبيقات مختلفة. التقنيات الثلاث الأكثر شيوعًا هي FDM وSLA/DLP وSLS. يوفر الجدول أدناه مقارنة عملية لمساعدتك على فهم المكان المناسب لكل منها.
| الميزة | النمذجة بالترسيب المنصهر (FDM) | جيش تحرير السودان/جيش تحرير السودان (قائم على الراتنج) | تلبيد الليزر الانتقائي (SLS) |
|---|---|---|---|
| كيف تعمل | تذوب وتبثق خيوط اللدائن الحرارية طبقة تلو الأخرى | يعالج الراتنج السائل باستخدام ليزر الأشعة فوق البنفسجية أو الضوء المسقط | صهر المواد المسحوقة بالليزر |
| المواد النموذجية | اتفاقية بازل، اتفاقية التنوع البيولوجي، اتفاقية بازل، اتفاقية التجارة الحرة للتعدين | راتنجات البوليمر الضوئي (قياسية وقاسية ومرنة) | نايلون، نايلون مملوء بالزجاج، مسحوق TPU |
| تشطيب السطح | خطوط الطبقة المرئية؛ تفاصيل معتدلة | سلس للغاية؛ تفاصيل عالية | محبب قليلاً؛ تفاصيل جيدة |
| الدعامات المطلوبة | نعم، منفصلة أو قابلة للذوبان | نعم، دعامات الراتنج | لا (يعمل المسحوق كدعم) |
| الأفضل لـ | النماذج الأولية، والأجزاء الوظيفية، ومشاريع الهواة | النماذج التفصيلية والمجوهرات وتطبيقات طب الأسنان | الأجزاء الوظيفية القوية، الإنتاج على دفعات |
| التكلفة | منخفضة (الطابعات من 200 دولار تقريبًا) | متوسطة (الطابعات من 300 دولار أمريكي تقريباً) | عالية (آلات صناعية) |
| مناسب للمبتدئين | نعم - نقطة الدخول الأكثر شيوعًا | معتدل - يتطلب معالجة الراتنج ومعالجته | لا - عادةً ما تكون صناعية |
بالنسبة للهواة والمصنعين والطلاب، تعد FDM نقطة البداية الواضحة لأنها ميسورة التكلفة، وتستخدم مواد آمنة ومتاحة على نطاق واسع، وتنتج أجزاء وظيفية مناسبة للروبوتات، والمرفقات، والأقواس، والنماذج الأولية الميكانيكية.
شرح الطباعة ثلاثية الأبعاد FDM
تعد نمذجة الترسيب المنصهر (FDM) من أكثر تقنيات الطباعة ثلاثية الأبعاد استخدامًا على نطاق واسع للطابعات المكتبية. ولهذا السبب، فإن فهم كيفية عمله يساعدك على اتخاذ خيارات تصميم أفضل واستكشاف مشكلات الطباعة الشائعة وإصلاحها.

كيف يعمل FDM خطوة بخطوة
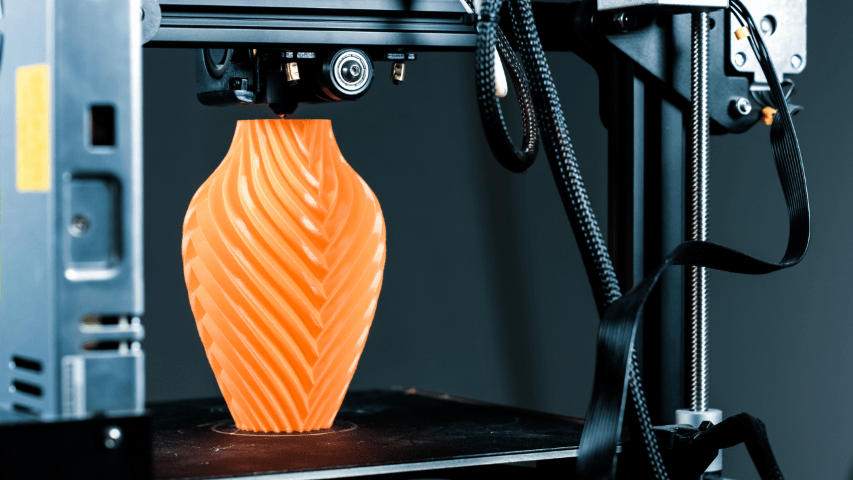
تعمل طابعة FDM عن طريق تغذية بكرة من خيوط اللدائن الحرارية (قطرها عادةً 1.75 مم) في مجموعة الطارد الساخنة. داخل الطارد، يمسك ترس يعمل بمحرك بالخيط ويدفعه عبر طرف ساخن، حيث ينصهر عند درجات حرارة تتراوح بين 190 درجة مئوية و260 درجة مئوية تقريبًا اعتمادًا على المادة. يتم بعد ذلك دفع البلاستيك المصهور عبر فوهة (قطرها عادة 0.4 مم) ويتم ترسيبه على لوحة البناء بنمط دقيق.
يتحرك رأس الطباعة بعد ذلك على طول المحورين X وY لتتبع كل طبقة، بينما تتحرك لوحة التصميم (أو رأس الطباعة نفسه، اعتمادًا على تصميم الطابعة) على طول المحور Z لإنشاء طبقات متتالية. ترتبط كل طبقة بالطبقة التي تحتها عندما يبرد البلاستيك ويتصلب. يستمر هذا الترسيب طبقة تلو الأخرى حتى يتم بناء الكائن بأكمله.
المكونات الرئيسية لطابعة FDM
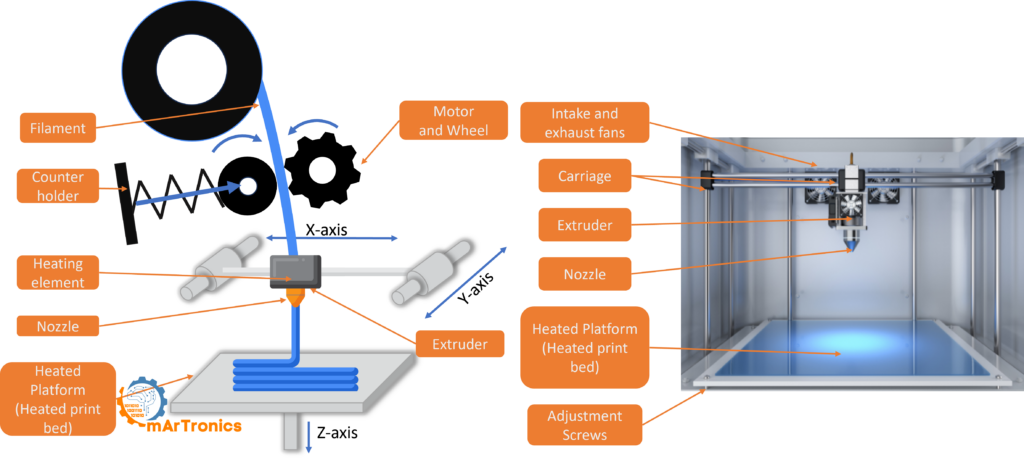
الطارد والطرف الساخن - يقوم الطارد بتغذية الفتيل في الطرف الساخن، مما يؤدي إلى إذابته ودفعه عبر الفوهة. يتم تركيب أجهزة بثق ذات محرك مباشر مباشرة فوق الطرف الساخن، بينما تستخدم إعدادات Bowden أنبوبًا لتوجيه الفتيل من جهاز بثق بعيد.
الفوهة – تحدد الفوهة الحد الأدنى لعرض الميزة. الفوهات القياسية هي 0.4 ملم. تنتج الفوهات الأصغر تفاصيل أدق ولكنها تطبع بشكل أبطأ.
لوح البناء المسخن (السرير) - يساعد السرير المسخن على التصاق الطبقة الأولى ويمنع الاعوجاج، خاصة مع المواد مثل ABS وPETG. قد تشتمل أسطح السرير على زجاج أو صفائح PEI أو ألواح مرنة مغناطيسية.
نظام الإطار والحركة - تعمل المحركات السائر على تشغيل الأحزمة والمسامير اللولبية لتحريك رأس الطباعة والسرير على طول المحاور X وY وZ بدقة عالية.
مروحة التبريد - تقوم مروحة التبريد الجزئي بتوجيه الهواء إلى الطبقات المودعة حديثًا لتصلبها بسرعة. يؤدي ذلك إلى تحسين الأداء المتراكم وجودة السطح.
تحظى طابعات FDM بشعبية كبيرة بين الهواة لأنها ميسورة التكلفة وسهلة الصيانة نسبيًا وتعمل أيضًا مع مجموعة واسعة من المواد البلاستيكية الحرارية. العديد من مشاريع الذراع الآلية وبنيات الروبوت التي تتبع الخطوط الموجودة على OmArTronics تستخدم الأجزاء الهيكلية المطبوعة من FDM.
مواد الطباعة ثلاثية الأبعاد: ما يحتاج المبتدئون إلى معرفته
يعد اختيار الخيوط المناسبة أحد القرارات الأولى التي يواجهها المبتدئ. تؤثر المادة على القوة والمرونة والتشطيب السطحي ومدى سهولة الحصول على الطباعة بشكل صحيح، لذا فإن الاختيار بحكمة مهم. يغطي الجدول أدناه مواد الطباعة ثلاثية الأبعاد الأكثر شيوعًا وخصائصها العملية.
جدول مقارنة المواد
| المواد | الاسم الكامل | الخصائص | درجة حرارة الفوهة | درجة حرارة السرير | الأفضل لـ | ملاحظات المبتدئين |
|---|---|---|---|---|---|---|
| PLA | حمض متعدد اللبنيك | قابلة للتحلل، وسهلة الطباعة، ومنخفضة الالتواء، ومنخفضة الرائحة | 190-220 °C | 20-60 درجة مئوية (أو بدون سرير ساخن) | النماذج الأولية، والأجزاء الزخرفية، والمرفقات، والأقواس | أفضل مادة أولى. متسامح، ومتوفر على نطاق واسع، ويتطلب الحد الأدنى من الإعداد |
| ABS | أكريلونيتريل بوتادين ستايرين أكريلونيتريل بوتادين ستايرين | قوي، مقاوم للحرارة، متين، ومقاوم للحرارة، ومعرّض للالتواء | 220-250 °C | 90-110 °C | الأجزاء الوظيفية، والمكونات الميكانيكية، والعلب | يتطلب سرير ساخن وحجرة مغلقة؛ استخدم تهوية جيدة بسبب الأبخرة |
| PETG | بولي إيثيلين تيريفثاليت الجلايكول | قوية ومرنة ومقاومة للمواد الكيميائية ومنخفضة الالتواء | 220-250 °C | 70-90 °C | الأجزاء الوظيفية، الاستخدام الخارجي، الحاويات الآمنة للطعام | مادة ثانية جيدة . أسهل من ABS ولكنه أقوى من PLA |
| PVA | كحول البولي فينيل متعدد الفينيل | قابل للذوبان في الماء، يستخدم كمادة داعمة | 185-200 °C | 45-60 °C | دعامات قابلة للذوبان في الأشكال الهندسية المعقدة | يتطلب طابعة ثنائية الطارد؛ تستخدم مع PLA |
| HIPS | بوليسترين عالي التأثير | خفيف الوزن، قابل للذوبان في د-ليمونين | 220-235 °C | 90-110 °C | دعامات قابلة للذوبان لمطبوعات ABS القابلة للذوبان | تتطلب حجرة مغلقة؛ تستخدم مع ABS |
ما هي الخيوط التي يجب أن تبدأ بها؟
ابدأ بجيش التحرير الشعبى الصينى. فهي تطبع في درجات حرارة منخفضة، وتلتصق جيدًا بمعظم أسطح الأسرة، وتنتج نتائج موثوقة دون الحاجة إلى غرفة مغلقة أو تهوية خاصة. بمجرد أن تشعر بالارتياح مع PLA، جرب PETG للحصول على أجزاء وظيفية أقوى، ولا تفكر في ABS إلا عندما تحتاج إلى مقاومة للحرارة وتتمتع بتهوية مناسبة.

إعداد طابعة ثلاثية الأبعاد لطبعتك الأولى
يُحدث إعداد الطابعة المناسب الفرق بين الطباعة الأولى النظيفة وساعات الإحباط. قبل إرسال أول ملف G-code، اتبع هذه الخطوات لإعداد طابعة FDM الخاصة بك.
تسوية السرير
يضمن السرير المستوي ترسيب الطبقة الأولى على مسافة موحدة من الفوهة عبر سطح البناء بأكمله. تشتمل معظم الطابعات على إجراء تسوية يدوي باستخدام قطعة من الورق كمقياس استشعار. قم بتحريك الورقة بين الفوهة والسرير عند كل زاوية واضبط مقابض التسوية حتى تشعر باحتكاك طفيف. حتى الطابعات ذات التسوية التلقائية للطبقة (ABL) تستفيد من الفحوصات اليدوية الدورية.
إعدادات درجة الحرارة
اضبط درجة حرارة الفوهة ودرجة حرارة السرير وفقًا لتوصيات الشركة المصنعة للفتيل. بالنسبة لـ PLA، ابدأ بدرجة حرارة الفوهة حوالي 200 درجة مئوية ودرجة حرارة السرير حوالي 50-60 درجة مئوية. يجب عليك أيضًا طباعة اختبار برج درجة الحرارة للعثور على درجة حرارة الفوهة المثالية لكل ماركة خيوط محددة تستخدمها.
فحص الطبقة الأولى
الطبقة الأولى هي الجزء الأكثر أهمية في أي مطبوعة، لذا راقبها عن كثب. يجب أن يتم سحق الخيط قليلاً على السرير. ليست مسطحة جدًا (وهو ما يسبب مرض قدم الفيل) وليست مستديرة جدًا (مما يعني أن الفوهة بعيدة جدًا عن السرير). تبدو الطبقة الأولى الجيدة ناعمة، ولا تحتوي على فجوات بين الخطوط، وتلتصق بقوة بسطح البناء.
التهوية والسلامة
حتى PLA يصدر جزيئات متناهية الصغر أثناء الطباعة، لذا قم بالطباعة في غرفة جيدة التهوية أو بالقرب من نافذة مفتوحة. إذا قمت بطباعة ABS، فيوصى بشدة باستخدام طابعة مغلقة مزودة بنظام تنقية الهواء أو مرشح الكربون النشط. لا تترك الطابعة ثلاثية الأبعاد تعمل دون مراقبة لفترات طويلة، خاصة أثناء عمليات الطباعة الأولى، واحتفظ بمطفأة حريق في مكان عملك.
عقلية المعايرة
تعد الطباعة ثلاثية الأبعاد عملية متكررة، لذا توقع معايرة الطابعة عبر عدة مطبوعات اختبارية. قم بطباعة مكعبات المعايرة وأبراج درجة الحرارة واختبارات التراجع للاتصال بالإعدادات الخاصة بك. حتى لفة الفتيل الجديدة من نفس العلامة التجارية والنوع قد تحتاج إلى تعديلات طفيفة. توفر عادات المعايرة الجيدة الوقت والمواد في كل طباعة مستقبلية.
نصائح عملية للحصول على مطبوعات ثلاثية الأبعاد أفضل
بمجرد إعداد الطابعة الخاصة بك، تعالج هذه النصائح العملية التحديات الأكثر شيوعًا التي يواجهها المبتدئون وتساعدك على إنتاج مطبوعات متسقة وعالية الجودة.
التصاق الطبقة الأولى
يعد ضعف التصاق السرير هو السبب الأول لفشل المطبوعات. ولمنع ذلك، قم بتنظيف سطح سريرك باستخدام كحول الأيزوبروبيل قبل كل طباعة. يمكن أيضًا أن يساعد عصا الغراء أو شريط الرسام أو ورقة جزيرة الأمير إدوارد في الإمساك. إذا كانت الطبقة الأولى لا تزال مرتفعة على الرغم من كل هذا، فقم بزيادة درجة حرارة الطبقة بمقدار 5 درجات مئوية أو قم بإبطاء سرعة الطبقة الأولى إلى 15-20 مم/ثانية.
اتجاه الطباعة
يؤثر الاتجاه على لوحة التصميم على القوة وجودة السطح واستخدام الدعم. حيثما أمكن، ضع الأجزاء بشكل مسطح لتقليل التراكمات. بالنسبة للأجزاء الميكانيكية، قم بتوجيه أقوى اتجاه للجزء على طول مستوى X/Y، نظرًا لأن التصاق الطبقة (اتجاه Z) هو دائمًا أضعف محور في طباعة FDM.
يدعم
الدعامات عبارة عن هياكل مضحية تم إنشاؤها بواسطة آلة التقطيع لدعم الهندسة المتدلية. ومع ذلك، فإنها تستخدم مواد إضافية وتترك علامات على السطح عند إزالتها. حيثما أمكن، قلل الدعم من خلال تصميم أجزاء ذات زوايا ذاتية الدعم (أقل من 45 درجة من الوضع الرأسي) أو عن طريق اختيار اتجاهات الطباعة الذكية.
الحشو
Infill هو الهيكل الداخلي للطباعة الخاصة بك. الحشو بنسبة 100% يعني أنه صلب، وهو أمر نادرًا ما يكون ضروريًا. بالنسبة لمعظم النماذج الأولية، يوفر الحشو بنسبة 15-20% قوة كافية مع توفير المواد والوقت أيضًا. بالنسبة للأجزاء الهيكلية أو الميكانيكية مثل مفاصل الذراع الآلية، قم بزيادة نسبة الملء إلى 40-60% وفكر في استخدام نمط تعبئة أقوى مثل المكعب أو الجيروسكوبي.
ارتفاع الطبقة
يتحكم ارتفاع الطبقة في دقة الطباعة وسرعتها. يعد ارتفاع الطبقة بمقدار 0.2 مم أمرًا افتراضيًا ثابتًا للأجزاء الوظيفية. استخدم 0.12 مم للحصول على تفاصيل أدق أو الأسطح المرئية، و0.28 مم للنماذج الأولية التقريبية حيث تكون السرعة أكثر أهمية من الجماليات. كقاعدة عامة، يجب ألا يتجاوز ارتفاع الطبقة 75% تقريبًا من قطر الفوهة.
التوتير والتراجع
يحدث التوتير عندما تظهر خيوط رفيعة بين الأجزاء المنفصلة من الطباعة، عادةً ما يكون ذلك بسبب ترشح الفوهة أثناء تحركات السفر. لتقليل التوتير، قم بتمكين التراجع في أداة التقطيع (سحب الفتيل للخلف قليلاً أثناء السفر)، وزيادة سرعة السفر، وخفض درجة حرارة الفوهة قليلاً.
الالتواء
يحدث الالتواء عندما ترتفع زوايا الطباعة عن السرير بسبب التبريد غير المتساوي وانكماش المواد. وهو أكثر شيوعًا مع ABS، ولكنه يمكن أن يحدث أيضًا مع PETG. لإصلاح ذلك، تأكد من أن درجة حرارة السرير صحيحة، واستخدم طابعة مغلقة إن أمكن، وأضف حافة في إعدادات التقطيع، وتجنب وضع الأجزاء في المناطق المعرضة للتيارات العاتية.
متى تبطئ
قد تؤدي الطباعة بسرعة كبيرة إلى حدوث مشكلات في التصاق الطبقة، والرنين (تموجات السطح)، وضعف الأداء المتراكم. إذا لاحظت مشاكل في الجودة، فقم بتقليل سرعة الطباعة بنسبة 10-20%. بالنسبة للأجزاء الصغيرة أو التفصيلية، تسمح السرعات الأبطأ لكل طبقة بالتبريد بشكل صحيح قبل ترسيب الطبقة التالية.
تصميم ثلاثي الأبعاد مع برنامج Autodesk Inventor للطباعة ثلاثية الأبعاد
Autodesk Inventor هو تطبيق CAD ثلاثي الأبعاد احترافي يستخدم في الهندسة الميكانيكية وتصميم المنتجات والتصنيع. بالنسبة للصانعين الذين يرغبون في تجاوز الأشكال البسيطة وبناء أجزاء دقيقة وعملية مطبوعة ثلاثية الأبعاد، يعد Inventor خيارًا قويًا لأنه يتناسب تمامًا مع سير عمل الطباعة ثلاثية الأبعاد.
لماذا يعد Inventor مفيدًا للتصميم ثلاثي الأبعاد ذو التوجه الهندسي
تم تصميم Autodesk Inventor حول النمذجة البارامترية، مما يعني أن كل ميزة في تصميمك يتم تحديدها من خلال الأبعاد والقيود التي يمكن تغييرها في أي وقت. على سبيل المثال، إذا قمت بتصميم حامل محرك بتجويف 28 مم وتحتاج لاحقًا إلى تعديله إلى 30 مم، فيمكنك تغيير معلمة واحدة ويتم تحديث النموذج بأكمله تلقائيًا. وهذا يتفوق على إعادة رسم الأجزاء يدويًا وهو مفيد بشكل خاص للنماذج الأولية التكرارية، والتي تعد جزءًا كبيرًا من سير عمل الطباعة ثلاثية الأبعاد.
يدعم Inventor أيضًا التجميعات، بحيث يمكنك دمج أجزاء متعددة في مشروع واحد والتحقق من التداخلات قبل الطباعة. بالنسبة إلى تصميمات الروبوت مثل الذراع الروبوتية 6-DOF مع التحكم عبر Bluetooth أو الروبوت المحمول OmObiArm، يساعدك سير عمل التجميع هذا على التحقق من أن الوصلات والأقواس وأجزاء الهيكل المطبوعة تتلاءم معًا بشكل صحيح قبل الالتزام بالطباعة.
تصميم الأجزاء مع أخذ التصنيع في الاعتبار
عند التصميم لطباعة FDM في Inventor، ضع هذه القواعد العملية في الاعتبار. تجنب الجدران الرقيقة جدًا (أقل من 1.2 مم لفوهة 0.4 مم). أضف الشرائح إلى الزوايا الداخلية الحادة لتقليل تركيزات الضغط. استخدم الشطب بدلاً من الأجزاء الصغيرة المتدلية حيثما أمكن ذلك. تصميم فتحات تركيب كبيرة الحجم قليلاً (بنسبة 0.2-0.3 مم) لمراعاة عدم دقة الأبعاد في طباعة FDM. فكر أيضًا في كيفية وضع الجزء على سرير الطباعة أثناء التصميم. عادة ما يكون الوجه المسطح ذو أكبر مساحة سطحية هو القاعدة الأفضل.
تصدير STL من المخترع
لإعداد نموذج Inventor الخاص بك للتقطيع، قم أولاً بتصديره كملف STL. في Inventor، انتقل إلى ملف → تصدير → تنسيق CAD، ثم حدد STL. في خيارات التصدير، اضبط الدقة على "عالية" للأجزاء التفصيلية أو "متوسطة" للمكونات الهيكلية الأكبر حجمًا. تؤدي الدقة العالية بشكل مفرط إلى إنشاء ملفات كبيرة الحجم بشكل غير ضروري دون حدوث تحسن ملحوظ في جودة الطباعة. بعد التصدير، افتح STL في أداة التقطيع الخاصة بك للتأكد من أن الشبكة نظيفة، مع عدم وجود ثقوب، أو معكوسة، أو حواف غير متعددة.
تجنب الهندسة المفرطة
يستطيع المخترع تصميم أسطح وميزات معقدة للغاية، ولكن ليس كل ما يبدو جيدًا في التصميم بمساعدة الكمبيوتر (CAD) تتم طباعته جيدًا على جهاز FDM. تجنب النتوءات الرفيعة جدًا، والجسور الأفقية غير المدعومة التي يزيد طولها عن 10-15 مم، والميزات الصغيرة التي يقل حجمها عن 0.8 مم والتي لا تستطيع الفوهة حلها. بدلًا من ذلك، قم بتبسيط الهندسة حيث تسمح الوظيفة الميكانيكية بذلك. تقوم النماذج الأبسط بتقطيع الورق بشكل أسرع وطباعتها بشكل أكثر موثوقية.

أساسيات تقطيع شرائح Cura: إعداد النموذج الخاص بك للطباعة
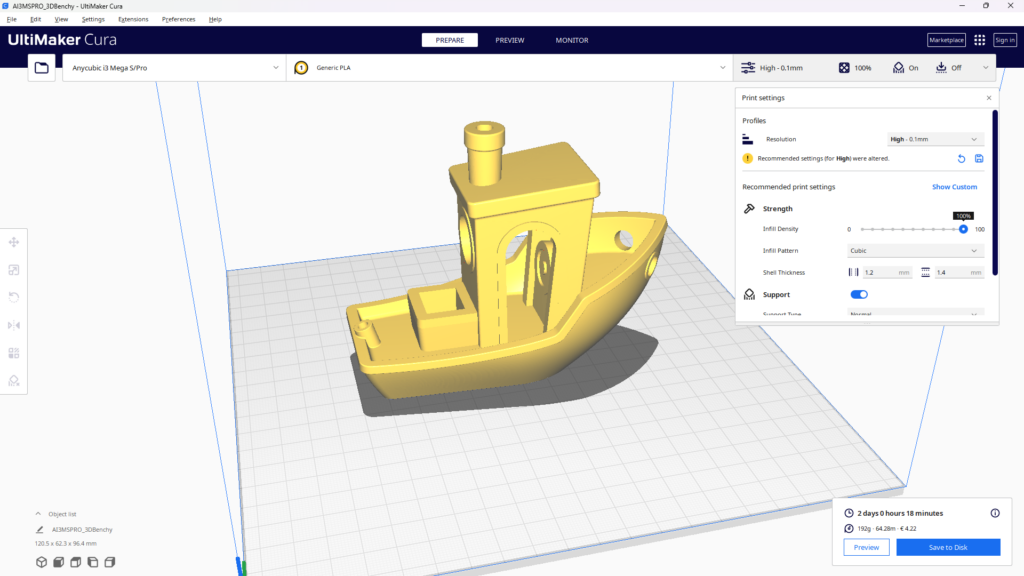
يعد UltiMaker Cura أحد أكثر تطبيقات التقطيع شيوعًا في مجتمع الطباعة ثلاثية الأبعاد. إنه مجاني ومفتوح المصدر ومتوافق أيضًا مع مئات طابعات FDM. تقوم Cura بترجمة نموذجك ثلاثي الأبعاد إلى تعليمات G-code التي تحتاجها طابعتك لبناء الكائن طبقة تلو الأخرى.
ما يفعله القطاعة
تأخذ أداة التقطيع ملف STL الخاص بك وتقطعه إلى طبقات أفقية عند ارتفاع الطبقة الذي تحدده. بعد ذلك، لكل طبقة، تقوم بحساب مسار الأدوات، وهو المسار الدقيق الذي ستتبعه الفوهة لترسيب الفتيل. كما أنه يضيف عناصر هيكلية لا تراها في النموذج الأصلي، بما في ذلك الجدران (الأصداف الخارجية)، وأنماط الحشو، وهياكل الدعم، والتنانير، والحواف، والطوافات.
وأوضح إعدادات كيورا الرئيسية
ارتفاع الطبقة – سمك كل طبقة مطبوعة. تنتج القيم المنخفضة (0.12 مم) أسطحًا أكثر نعومة، بينما تتم طباعة القيم الأعلى (0.28 مم) بشكل أسرع. يعد ارتفاع الطبقة بمقدار 0.2 مم نقطة انطلاق جيدة لمعظم المطبوعات.
كثافة الحشو والنمط - يتحكم في مدى صلابة الجزء الداخلي من الطباعة. يعتبر ملء 20% نموذجيًا للنماذج الأولية. اختر شبكة للأجزاء البسيطة، أو مكعب/جيرويد للأجزاء التي تحتاج إلى القوة في جميع الاتجاهات.
عدد الجدران (سمك القشرة) – عدد الخطوط المحيطة بكل طبقة. عادةً ما يوفر جداران أو ثلاثة جدران توازنًا جيدًا بين القوة ووقت الطباعة. ومع ذلك، قم بزيادة الجدران للأجزاء التي تحتاج إلى مقاومة التأثير أو الإجهاد الميكانيكي.
هياكل الدعم – تمكين الدعامات للأجزاء المتدلية الأكثر انحدارًا من 45 درجة. تقدم Cura دعمًا "عاديًا" (لمس لوحة التصميم فقط) ودعمًا "في كل مكان". تستحق دعامات الأشجار أيضًا تجربة الأشكال العضوية لأنها أسهل في الإزالة وتترك علامات أقل.
سرعة الطباعة – تعمل السرعات التي تبلغ 50-60 مم/ثانية بشكل جيد مع PLA بشكل افتراضي. تقليل السرعة للهندسة المعقدة أو الميزات الصغيرة. بالنسبة للأجزاء الكبيرة والبسيطة، يمكنك زيادة السرعة بمجرد التحقق من الجودة بالسرعات القياسية.
نوع الالتصاق - التنورة (خط حول الطباعة لتجهيز الفوهة)، أو الحافة (خطوط إضافية متصلة بقاعدة الطباعة لتحسين الالتصاق)، أو الطوافة (منصة كاملة أسفل الطباعة). استخدم حافة للأجزاء الطويلة أو الضيقة التي تميل إلى الالتواء أو الالتواء.
استخدام وضع المعاينة في Cura
بعد التقطيع، تحقق دائمًا من وضع معاينة Cura قبل إرسال رمز G إلى الطابعة. تعرض المعاينة طبقة مسار الأدوات الدقيقة بطبقة، ومرمزة بالألوان حسب نوع الميزة (الجدران، والملء، والدعامات، وحركات السفر). يتيح لك هذا التحقق من وضع الدعامات بشكل صحيح، وأن كثافة الحشو تبدو صحيحة، وعدم وجود فجوات أو عيوب غير متوقعة في النموذج المقسم. يستغرق إصلاح المشكلات في أداة التقطيع ثوانٍ، بينما يؤدي إصلاحها على طباعة فاشلة إلى إضاعة الساعات والمواد.
قواعد التصميم للطباعة ثلاثية الأبعاد
يتطلب التصميم للطباعة ثلاثية الأبعاد (المعروف غالبًا باسم DfAM، أو التصميم للتصنيع الإضافي) التفكير في كيفية بناء الطابعة للجزء الخاص بك. تنطبق هذه القواعد سواء كنت تستخدم Inventor أو Fusion 360 أو أي أداة CAD أخرى.
أبعاد الهندسة والجدار
الوعي بالتراكمات - يمكن لطابعات FDM التعامل مع التراكمات حتى 45 درجة تقريبًا من الوضع الرأسي دون دعم. أبعد من تلك الزاوية، تحتاج إلى هياكل داعمة أو تغيير في التصميم. حيثما أمكن، قم بإعادة تصميم الميزات لتبقى ضمن نطاق الدعم الذاتي.
سمك الجدار - يجب أن يكون الحد الأدنى لسمك الجدار ضعفين إلى ثلاثة أضعاف قطر الفوهة على الأقل. بالنسبة للفوهة مقاس 0.4 مم، احتفظ بالجدران عند 0.8 مم كحد أدنى، ويفضل 1.2 مم أو أكثر للأجزاء الهيكلية.
التفاوتات المسموح بها للتجمعات - أجزاء FDM ليست مثالية من حيث الأبعاد. بالنسبة للمفاصل القابلة للضغط، أضف مسافة 0.1-0.2 مم. بالنسبة للمفاصل المنزلقة أو الدوارة، أضف 0.3-0.5 ملم. اختبر دائمًا طباعة مقياس تسامح صغير قبل الالتزام بتجميع كبير متعدد الأجزاء.
التوجيه وتخطيط التجميع
تخطيط اتجاه الطباعة - قم بتوجيه الجزء الخاص بك بحيث تكون الأسطح المهمة متجهة لأعلى (بعيدًا عن السرير) للحصول على أفضل تشطيب. ضع مسارات الحمل الهيكلي على طول مستوى X/Y، حيث تكون روابط الطبقات أقوى. تجنب أيضًا المواقف التي تتطلب طباعة المعالم الرفيعة رأسيًا، لأنها تميل إلى التكسر على طول خطوط الطبقة.
تقليل الدعم – يجب إزالة كل دعم تقوم بطباعته لاحقًا، مما يكلف وقتًا ويحتمل أن يؤدي إلى إتلاف الأسطح. صمم الأجزاء لتكون ذاتية الدعم حيثما أمكن ذلك: استخدم الشطب بدلاً من الأجزاء الأفقية المتدلية، وقم بتقسيم الأجزاء المعقدة إلى مجموعات فرعية قابلة للطباعة، واستخدم فتحات على شكل دمعة بدلاً من الفتحات الدائرية للتجويف الأفقي.
التفكير الملائم للتجميع - عند تصميم مجموعات متعددة الأجزاء (مثل ذراع آلية أو حاوية مخصصة)، فكر في كيفية ربط الأجزاء. قم بتصميم ميزات التركيب السريع أو الرؤوس اللولبية أو دبابيس المحاذاة مباشرة في نموذج CAD الخاص بك. وهذا يوفر وقت ما بعد المعالجة ويخلق تجميعًا نهائيًا أكثر موثوقية.
أمثلة على الطباعة ثلاثية الأبعاد في مشاريع التصنيع
تعد الطباعة ثلاثية الأبعاد مفيدة للغاية عند تطبيقها على المشاريع الحقيقية. فيما يلي بعض التطبيقات العملية لصانعي الروبوتات وعشاقها.
هيكل الروبوت والإطارات الهيكلية - تتيح لك أجزاء الهيكل المصممة خصيصًا والمطبوعة ثلاثية الأبعاد إنشاء روبوتات مصممة خصيصًا لتكوينات أجهزة استشعار وأحجام محركات محددة. يستخدم كل من الروبوت الذي يتبع الخطوط KY-033 والروبوت TCS34725 الإطارات المطبوعة ثلاثية الأبعاد المصممة في برنامج CAD.
مفاصل وأقواس الذراع الآلية - يستخدم مشروع الذراع الآلية 6-DOF روابط مطبوعة ثلاثية الأبعاد، وأغطية مشتركة، وحوامل مؤازرة قد يكون إنتاجها مكلفًا أو مستحيلًا بالطرق التقليدية على نطاق الهواة.
حوامل أجهزة الاستشعار والمرفقات المخصصة - تتيح لك الطباعة ثلاثية الأبعاد إنشاء حوامل مناسبة تمامًا لأجهزة الاستشعار بالموجات فوق الصوتية أو الكاميرات أو لوحات Arduino. بدلاً من استخدام حوامل الرفوف العامة، يمكنك تصميم حوامل تتوافق مع أبعاد مشروعك وأنماط البراغي بالضبط.
التروس والبكرات والمكونات الميكانيكية - يمكن لـ FDM إنتاج تروس وظيفية وبكرات توقيت وروابط لتطبيقات الحمل المنخفض. تسهل أدوات المخترع البارامترية تصميم هذه المكونات بملامح أسنان وأبعاد تجويف دقيقة.
الأدوات المنزلية الزخرفية والوظيفية – إلى جانب الهندسة، تعمل الطباعة ثلاثية الأبعاد أيضًا على العناصر الشخصية مثل فن الجدران، وأغطية المصابيح، والمنظمات، وحوامل الهاتف.
استكشاف أخطاء الطباعة ثلاثية الأبعاد الشائعة وإصلاحها
حتى المستخدمين ذوي الخبرة يواجهون حالات فشل في الطباعة، لذا فإن معرفة كيفية تشخيص المشكلات الشائعة وإصلاحها بسرعة تعد جزءًا من تعلم أساسيات الطباعة ثلاثية الأبعاد. فيما يلي المشاكل الأكثر شيوعًا وحلولها.
مشاكل الالتصاق والسطح
التصاق ضعيف بالسرير - تنفصل الطباعة عن السرير أثناء الطباعة. لإصلاح ذلك، قم بتنظيف سطح السرير، أو إعادة تسوية السرير، أو زيادة درجة حرارة السرير، أو إبطاء الطبقة الأولى، أو إضافة حافة في آلة التقطيع.
التوتير - تظهر خيوط رفيعة بين أجزاء الطباعة. قم بزيادة مسافة التراجع وسرعته، وقم بخفض درجة حرارة الفوهة قليلاً، وقم بزيادة سرعة السفر في آلة التقطيع.
الالتواء – تلتف زوايا الطباعة لأعلى من السرير. لإصلاح ذلك، استخدم طابعة مغلقة، وقم بزيادة درجة حرارة السرير، وأضف حافة، وتجنب وضع الطابعة في مواقع معرضة للتيارات الهوائية.
مشاكل النتوء والبرمجيات
البثق السفلي - تُظهر الطباعة فجوات أو جدران رقيقة أو طبقات مفقودة. تحقق من وجود فوهة مسدودة جزئيًا، أو تحقق من إعداد قطر الفتيل في آلة التقطيع، أو قم بزيادة معدل التدفق قليلاً، أو تحقق مما إذا كان جهاز الطارد يمسك الفتيل بشكل صحيح.
الفوهة المسدودة - يتوقف الفتيل عن البثق أو ينبثق بشكل غير متسق. أولاً، قم بإجراء سحب بارد (قم بتسخين الفوهة، وادفع الفتيل للداخل، واتركه يبرد، ثم اسحبه للخارج لاستخراج الحطام). إذا لم ينجح ذلك، استخدم إبرة تنظيف الفوهة أو استبدل الفوهة.
الأسطح الخشنة أو المنتفخة - عادةً ما يكون السبب هو الإفراط في البثق، أو درجة الحرارة الزائدة، أو قطر الفتيل غير المتناسق. لإصلاح ذلك، قم بتقليل معدل التدفق، وخفض درجة حرارة الفوهة، وتأكد من تخزين الفتيل في بيئة جافة.
الدعامات الفاشلة - تدعم الانهيار أو لا يتم فصلها بشكل نظيف. في Cura، جرب الدعامات الشجرية بدلاً من الدعامات العادية. قم بزيادة كثافة واجهة الدعم للحصول على أسطح طباعة أفضل، أو اضبط مسافة الدعم Z لتسهيل عملية الإزالة.
تصدير STL غير صالح - تعرض أداة التقطيع الفجوات أو الأخطاء في النموذج. أعد التصدير من برنامج CAD الخاص بك بدقة شبكة أعلى. في Inventor، تحقق من إعدادات تصدير STL وتحقق من وجود أسطح مفتوحة أو حواف غير متعددة في النموذج قبل التصدير. يمكنك أيضًا إصلاح ملفات STL باستخدام أدوات مجانية مثل Meshmixer أو وظيفة الإصلاح المضمنة في Windows 3D Builder.
الأسئلة المتداولة (الأسئلة الشائعة)
بالنسبة للمبتدئين، عادةً ما توفر طابعة FDM في نطاق 200 إلى 400 دولار أمريكي أفضل توازن بين الجودة والموثوقية وإمكانية التعلم. تشمل الخيارات الشائعة سلسلة Creality Ender 3 و Prusa Mini و Bambu Lab A1 Mini. ابحث عن ميزات مثل التسوية التلقائية للسرير وسرير ساخن ودعم مجتمعي جيد.
ابدأ بخيوط PLA. إنها أسهل مادة للطباعة، وتتطلب درجات حرارة منخفضة، وتنتج الحد الأدنى من الرائحة، وتعمل على كل طابعة FDM تقريبًا. بمجرد أن تشعر بالراحة مع PLA، فإن PETG هي خطوة تالية قوية للحصول على أجزاء أكثر متانة.
يعتمد وقت الطباعة على حجم الجسم وارتفاع الطبقة وكثافة الحشو وسرعة الطباعة. على سبيل المثال، قد يستغرق مكعب معايرة صغير 20-30 دقيقة. قد يستغرق جزء متوسط الحجم مثل حامل الهاتف من 2 إلى 4 ساعات. قد تستغرق المكونات الهيكلية الكبيرة لهيكل الروبوت من 8 إلى 20 ساعة أو أكثر. ستقوم أداة التقطيع بتقدير الوقت قبل بدء الطباعة.
تقوم FDM بصهر وبثق خيوط البلاستيك الحراري طبقة تلو الأخرى. وعلى النقيض من ذلك، يستخدم جيش تحرير السودان ليزر الأشعة فوق البنفسجية لمعالجة الراتنج السائل. تُعد FDM أرخص وأفضل للأجزاء الوظيفية؛ أما SLA فتنتج تفاصيل أدق وأسطح أكثر سلاسة ولكنها تتطلب معالجة الراتنج والمعالجة اللاحقة. يبدأ معظم المبتدئين باستخدام FDM.
ليس على الفور. يمكنك البدء بتنزيل ملفات STL الجاهزة من مستودعات مثل Thingiverse أو Printables. ولكن لإنشاء أجزاء مخصصة، خاصة للروبوتات والمشاريع الهندسية، ستحتاج في النهاية إلى تعلم برامج التصميم بمساعدة الكمبيوتر (CAD) مثل Autodesk Inventor أو Fusion 360 أو Tinkercad.
المزيد من أسئلة الطباعة ثلاثية الأبعاد
تقوم أداة التقطيع بتحويل نموذج ثلاثي الأبعاد (ملف STL) إلى رمز G، وهو عبارة عن مجموعة من التعليمات التي يمكن قراءتها آليًا والتي تخبر الطابعة بكيفية التحرك، وكم الفتيل الذي سيتم بثقه، وفي أي درجة حرارة يجب تشغيلها. UltiMaker Cura وPrusaSlicer هما من أدوات تقطيع الشرائح المجانية المشهورة.
جرب السحب البارد أولاً: قم بتسخين الفوهة، وادفع الفتيل يدويًا، واتركه يبرد إلى حوالي 90 درجة مئوية، ثم اسحب الفتيل للخارج بإحكام. هذا يستخرج الحطام من داخل الفوهة. إذا استمر الانسداد، استخدم إبرة تنظيف أو استبدل الفوهة بالكامل. الفوهات هي مواد استهلاكية غير مكلفة.
نعم، وهذا أحد الاستخدامات الأكثر عملية للطباعة ثلاثية الأبعاد لسطح المكتب. يمكنك طباعة حاويات مخصصة لألواح Arduino، وحوامل أجهزة الاستشعار، وهيكل الروبوت، وأقواس المؤازرة، وقطارات التروس، ومشابك إدارة الكابلات. تعتمد العديد من المشاريع على OmArTronics، بما في ذلك الذراع الروبوتية 6-DOF والسيارة الروبوتية التي يتم التحكم فيها عن طريق البلوتوث، بشكل كامل على الأجزاء الهيكلية المطبوعة ثلاثية الأبعاد.
G-code هي اللغة القياسية المستخدمة للتحكم في آلات CNC، بما في ذلك الطابعات ثلاثية الأبعاد. كل سطر من رمز G هو أمر يحرك رأس الطباعة إلى موضع معين، أو يضبط درجة حرارة الفوهة، أو يقذف كمية محددة من الفتيل. تقوم أداة التقطيع الخاصة بك بإنشاء رمز G تلقائيًا من النموذج ثلاثي الأبعاد الخاص بك.
تتكلف طابعات FDM للمبتدئين ما بين 200 إلى 400 دولار، وتتكلف بكرة خيوط PLA بوزن 1 كجم ما يقرب من 15 إلى 25 دولارًا. تستخدم معظم الأجزاء الصغيرة بضعة جرامات فقط من المواد، مما يجعل المطبوعات الفردية ميسورة التكلفة للغاية. التكلفة الرئيسية هي الطابعة نفسها واستثمار الوقت في تعلم المعايرة والتصميم.
الموارد والخطوات التالية
الآن بعد أن انتهيت من الأساسيات، إليك الخطوات العملية التالية لمواصلة بناء مهاراتك في الطباعة ثلاثية الأبعاد والبدء في تطبيقها على مشاريع حقيقية.
يوصى ببرامج المبتدئين
Autodesk Inventor - برنامج CAD البارامتري الاحترافي للأجزاء والتجميعات الهندسية. مجانًا للطلاب والمعلمين من خلال خطة Autodesk Education.
Autodesk Fusion 360 – أداة CAD/CAM قائمة على السحابة مع ترخيص استخدام شخصي مجاني. بديل جيد إذا كنت تريد أدوات محاكاة وتصنيع متكاملة.
Tinkercad – أداة مجانية للنمذجة ثلاثية الأبعاد تعتمد على المتصفح ومثالية للمبتدئين والأشكال البسيطة. رائعة لتعلم المفاهيم الأساسية قبل الانتقال إلى Inventor أو Fusion.
UltiMaker Cura – برنامج تقطيع مجاني ومفتوح المصدر متوافق مع معظم طابعات FDM. أفضل تقطيع البداية للمبتدئين.
PrusaSlicer – أداة تقطيع أخرى مجانية ومفتوحة المصدر مع ميزات متقدمة للمستخدمين ذوي الخبرة. يستحق المحاولة بمجرد أن تتعرف على Cura.
دروس OmArTronics المقترحة لاستكشافها بعد ذلك
طبّق مهاراتك الجديدة في الطباعة ثلاثية الأبعاد والتصميم على مشاريع الروبوتات العملية. تستخدم هذه الدروس التعليمية من OmArTronics الأجزاء المطبوعة ثلاثية الأبعاد على نطاق واسع وستساعدك على وضع النظرية موضع التنفيذ.
- DIY 6-DOF Robotic Arm - طباعة ثلاثية الأبعاد وأسلاك وبرنامج خطوة بخطوة – تصميم وطباعة جميع الأجزاء الهيكلية لذراع آلي سداسي المحاور يعمل بكامل طاقته ويتم التحكم فيه بواسطة برامج تشغيل Arduino وPCA9685.
- الذراع الروبوتية ذات 6 دووف ذات التحكم بالبلوتوث - قم بتوسيع مشروع الذراع الآلية من خلال التحكم اللاسلكي عبر Bluetooth باستخدام HC-05 وتطبيق Android المخصص المدمج في MIT App Inventor.
- بناء روبوت يتبع الخط باستخدام مستشعرات KY-033 – مشروع مناسب للمبتدئين يجمع بين تصميم الهيكل المطبوع ثلاثي الأبعاد وبرمجة مستشعر Arduino.
- OmObiArm: روبوت متحرك بذراع روبوتية مدمجة - تصميم متقدم يستخدم الأجزاء المطبوعة ثلاثية الأبعاد لكل من النظام الأساسي المحمول والذراع الآلي المثبت.
- دليل التحكم المؤازر الأردوينو: SG90، و PWM، و PCA9685 - تعلم أساسيات التحكم المؤازر التي تقترن بشكل طبيعي مع التجميعات الميكانيكية المطبوعة ثلاثية الأبعاد.
المشاريع الأولى للطباعة
إذا كنت تقوم بإعداد طابعتك للمرة الأولى، فابدأ بهذه المطبوعات العملية للمبتدئين لبناء الثقة ومعايرة جهازك.
- مكعب المعايرة (20 مم XYZ) – التحقق من دقة الأبعاد وتحديد مشاكل البثق أو التسوية.
- برج درجة الحرارة - ابحث عن درجة حرارة الفوهة المثالية لخيوطك.
- بينشي (زورق القطر بينشي 3D) - الطباعة المعيارية القياسية التي تختبر الأجزاء المتدلية والجسور والتفاصيل الصغيرة والخيوط في نموذج واحد مدمج.
- حامل هاتف بسيط أو منظم كابل بسيط - أول طباعة وظيفية عملية ستستخدمها بالفعل.
- علبة أردوينو أونو – قم بتصميم حاوية مخصصة للوحة Arduino الخاصة بك كأول تمرين لطباعة CAD.
الخاتمة
تتيح لك الطباعة ثلاثية الأبعاد تحويل التصميم الرقمي إلى كائن مادي على طاولة العمل الخاصة بك. يغطي هذا الدليل أساسيات الطباعة ثلاثية الأبعاد، بما في ذلك كيفية عمل FDM، والمواد التي يجب اختيارها، وكيفية تصميم الأجزاء في Autodesk Inventor، وكيفية تقسيمها إلى شرائح في Cura، وكيفية إعداد الطابعة وإصلاح المشكلات الشائعة.
أفضل طريقة لتعلم الطباعة ثلاثية الأبعاد هي البدء بالطباعة. ابدأ بـ PLA، واطبع اختبارات المعايرة، ثم صمم أول جزء بسيط لك باستخدام CAD، ثم ابدأ تدريجيًا في مشاريع أكثر تعقيدًا. كل طباعة فاشلة تعلمك شيئًا عن العملية.
عندما تكون مستعدًا لتطبيق مهاراتك على تصميمات حقيقية، استكشف مشروع الذراع الروبوتية أو البرامج التعليمية للروبوت التي تتبع الخطوط على OmArTronics. تجمع هذه المشاريع بين الأجزاء المطبوعة ثلاثية الأبعاد وإلكترونيات Arduino والتحديات الهندسية الحقيقية، وهذا هو بالضبط المكان الذي تؤتي فيه مهارات الطباعة ثلاثية الأبعاد ثمارها.
3 رأي حول “Introduction to 3D Printing: Workflow, Materials, Inventor, Cura, and Beginner Tips”