
3D printing turns digital designs into real, physical objects — layer by layer. Whether you want to prototype a robot chassis, print a custom sensor mount, or simply understand how additive manufacturing works, this guide covers the complete 3D printing basics you need to get started. You will learn how FDM 3D printing works, which materials to choose, how to design parts in Autodesk Inventor, how to prepare them in Cura slicer, and how to avoid common beginner mistakes.
Specifically, this article is written for makers, students, and engineers who want a clear, practical introduction to 3D printing — from the first CAD sketch to a finished printed part.
ما ستتعلمه
- What 3D printing is and how FDM technology works step by step
- How different 3D printing technologies (FDM, SLA, SLS) compare
- Which 3D printing materials are best for beginners and why
- The complete 3D printing workflow from CAD design to finished print
- How to use Autodesk Inventor for 3D design with printing in mind
- How to use Cura slicer to prepare your model for the printer
- Key design rules for printable parts
- How to set up your printer and troubleshoot common problems
- Practical project ideas to build next
What Is 3D Printing?
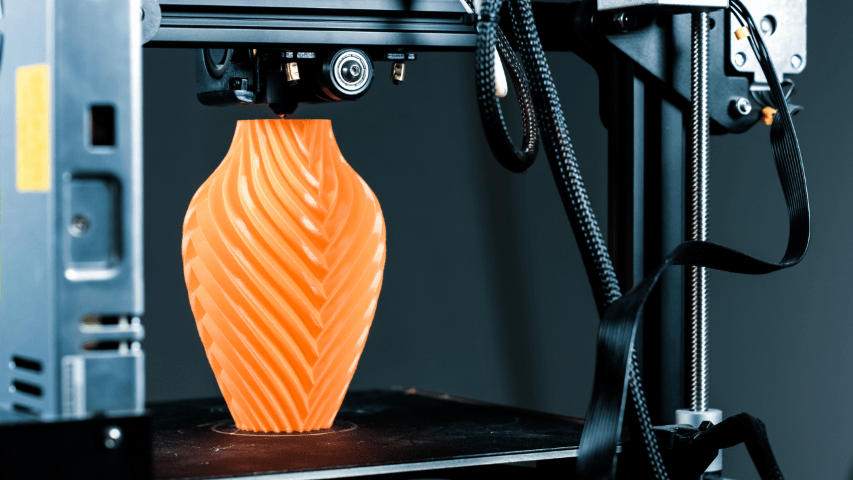
3D printing, also known as additive manufacturing, is the process of building a three-dimensional object from a digital file by depositing material layer by layer. In contrast to traditional subtractive manufacturing (which removes material from a solid block), 3D printing adds material only where needed, consequently reducing waste and enabling complex geometries that would be difficult or impossible to achieve otherwise.
Historically, the technology originated in the 1980s when Charles Hull developed stereolithography (SLA), the first commercial rapid prototyping method. In 1989, S. Scott Crump patented Fused Deposition Modelling (FDM), which has since become the most widely used 3D printing technology for hobbyists, educators, and small-scale manufacturers. As a result, 3D printers are now affordable, widely available, and used across industries from aerospace and medicine to robotics and education.
How the 3D Printing Workflow Works
Every 3D print follows the same fundamental workflow, regardless of the printer or material used. Therefore, understanding this process is the foundation of 3D printing basics, and as a result, it helps you troubleshoot problems at each stage.
From Design to Slicing
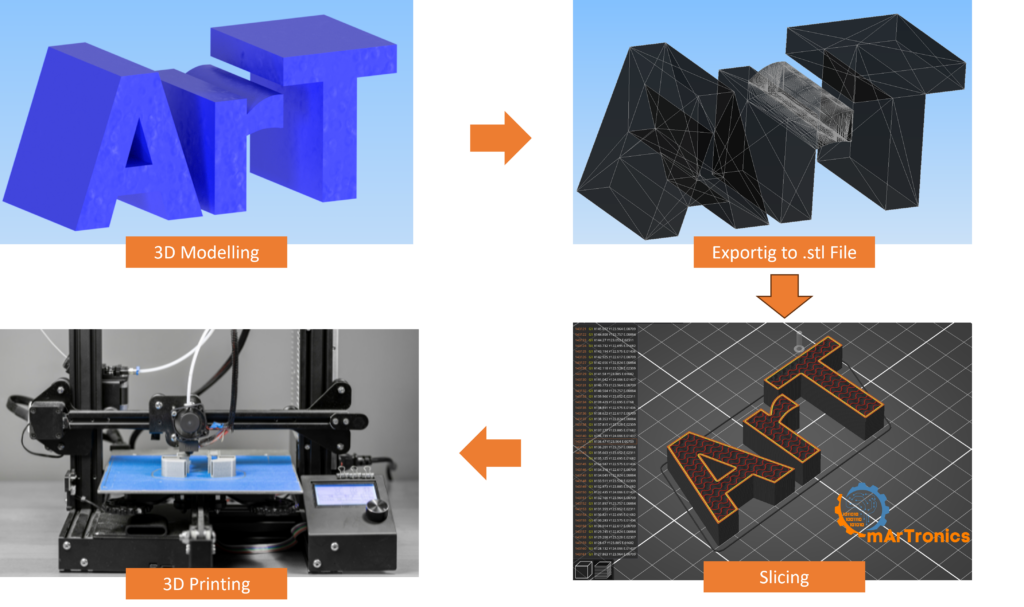
Step 1 — Create or obtain a 3D model. Use CAD software such as Autodesk Inventor, Fusion 360, or Tinkercad to design your part. Alternatively, download ready-made models from repositories like Thingiverse or Printables.
Next, export to STL. Save your CAD model in STL (stereolithography) format. STL files describe the outer surface of your 3D model as a mesh of triangles. When exporting, choose a resolution that balances file size and surface quality.
Step 3 — Open in a slicer. Import the STL file into slicing software like UltiMaker Cura. The slicer then divides your model into horizontal layers and calculates the exact toolpath the printer nozzle will follow.
Then, configure your print settings. Choose layer height, infill density, print speed, support structures, and temperature settings based on your material and the requirements of your part.
From G-code to Finished Part
Step 5 — Generate G-code. The slicer outputs a G-code file — a set of machine-readable instructions that tell the printer exactly how to move, how much filament to extrude, and at what temperature to operate.
Now, start the print. Transfer the G-code to your printer (via USB, SD card, or network) and start the print. Monitor the first few layers carefully to ensure proper adhesion.
Finally, post-process your part. Remove the print from the bed, clean up support structures, and optionally sand, paint, or assemble your part with other components.
3D Printing Technologies Compared: FDM, SLA, and SLS
There are several additive manufacturing methods, each suited to different applications. Among these, the three most common technologies are FDM, SLA/DLP, and SLS. Accordingly, the table below provides a practical comparison to help you understand where each technology fits.
| ميزة | FDM (Fused Deposition Modelling) | SLA / DLP (Resin-Based) | SLS (Selective Laser Sintering) |
|---|---|---|---|
| كيف يعمل؟ | Melts and extrudes thermoplastic filament layer by layer | Cures liquid resin with a UV laser or projected light | Fuses powdered material with a laser |
| Typical materials | PLA, ABS, PETG, TPU | Photopolymer resins (standard, tough, flexible) | Nylon, glass-filled nylon, TPU powder |
| Surface finish | Visible layer lines; moderate detail | Very smooth; high detail | Slightly grainy; good detail |
| Supports needed | Yes, breakaway or soluble | Yes, resin supports | No (powder acts as support) |
| الأفضل لـ | Prototyping, functional parts, hobbyist projects | Detailed models, jewelry, dental applications | Strong functional parts, batch production |
| يكلف | Low (printers from ~$200) | Medium (printers from ~$300) | High (industrial machines) |
| Beginner-friendly | Yes — most common entry point | Moderate — requires resin handling and curing | No — typically industrial |
For hobbyists, makers, and students, FDM is the clear starting point. This is because it is affordable, uses safe and widely available materials, and produces functional parts suitable for robotics, enclosures, brackets, and mechanical prototypes.
FDM 3D Printing Explained
Fused Deposition Modelling (FDM) is the most widely used 3D printing technology for desktop printers. As such, understanding how it works helps you make better design choices and troubleshoot common printing problems.

How FDM Works Step by Step
Essentially, an FDM printer works by feeding a spool of thermoplastic filament (typically 1.75 mm in diameter) into a heated extruder assembly. Inside the extruder, a motor-driven gear grips the filament and pushes it through a hot end, where it is melted at temperatures between approximately 190 °C and 260 °C depending on the material. As a result, the molten plastic is then forced through a nozzle (commonly 0.4 mm diameter) and deposited onto a build plate in a precise pattern.
Subsequently, the print head moves along the X and Y axes to trace each layer, while the build plate (or the print head itself, depending on the printer design) moves along the Z axis to create successive layers. Each layer bonds to the one below it as the plastic cools and solidifies. In this way, the layer-by-layer deposition continues until the entire object is built.
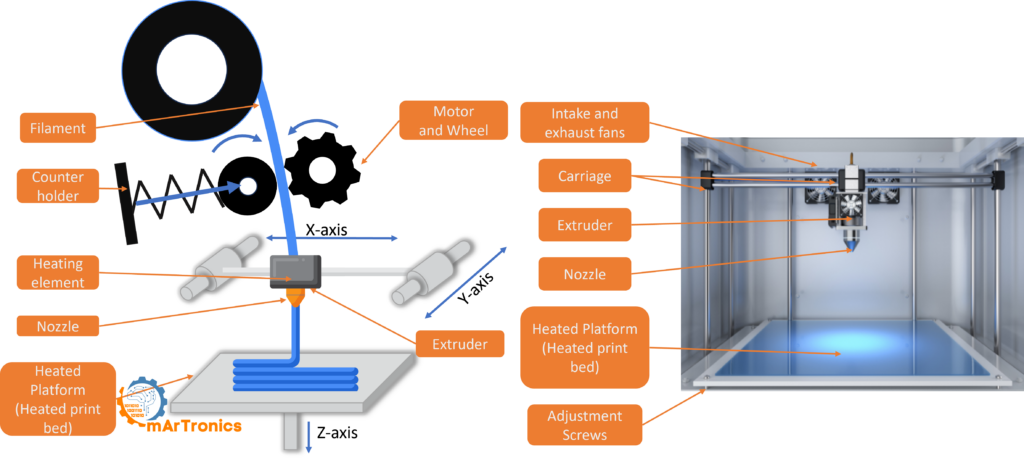
Key Components of an FDM Printer
Extruder and hot end — The extruder feeds filament into the hot end, which melts it and pushes it through the nozzle. For instance, direct-drive extruders mount directly above the hot end, while Bowden setups use a tube to guide filament from a remote extruder.
Nozzle — The nozzle determines the minimum feature width. Typically, standard nozzles are 0.4 mm; smaller nozzles produce finer detail but print more slowly.
Heated build plate (bed) — The heated bed helps the first layer adhere and, more importantly, prevents warping, especially with materials like ABS and PETG. Bed surfaces may include glass, PEI sheets, or magnetic flex plates.
Frame and motion system — In this system, stepper motors drive belts and lead screws to move the print head and bed along the X, Y, and Z axes with high precision.
Cooling fan — A part-cooling fan directs air onto freshly deposited layers to solidify them quickly, improving overhang performance and surface quality.
Overall, FDM printers are popular among hobbyists because they are affordable, relatively easy to maintain, and compatible with a wide range of thermoplastic materials. Many of the robotic arm projects و line-following robot builds featured on OmArTronics use FDM-printed structural parts.
3D Printing Materials: What Beginners Need to Know
Choosing the right filament is one of the first decisions a beginner faces. In particular, the material affects strength, flexibility, surface finish, and print difficulty, so choosing wisely is important. The table below covers the most common 3D printing materials and their practical characteristics.
Materials Comparison Table
| Material | Full Name | Properties | Nozzle Temp | Bed Temp | Best For | Beginner Notes |
|---|---|---|---|---|---|---|
| جيش التحرير الشعبي | Polylactic Acid | Biodegradable, easy to print, low warping, low odor | 190–220 °C | 20–60 °C (or no heated bed) | Prototypes, decorative parts, enclosures, brackets | Best first material — forgiving, widely available, minimal setup required |
| أب | Acrylonitrile Butadiene Styrene | Strong, heat-resistant, durable, prone to warping | 220–250 °C | 90–110 °C | Functional parts, mechanical components, housings | Requires heated bed and enclosed chamber; use good ventilation due to fumes |
| PETG | Polyethylene Terephthalate Glycol | Strong, flexible, chemical-resistant, low warping | 220–250 °C | 70–90 °C | Functional parts, outdoor use, food-safe containers | Good second material — bridges the gap between PLA ease and ABS strength |
| PVA | Polyvinyl Alcohol | Water-soluble, used as support material | 185–200 °C | 45–60 °C | دعامات قابلة للذوبان للأشكال الهندسية المعقدة | يتطلب طابعة ثنائية البثق؛ يستخدم مع خيوط PLA |
| خَواصِر | البوليسترين عالي التأثير | خفيف الوزن، قابل للذوبان في د-ليمونين | 220-235 درجة مئوية | 90–110 °C | دعامات قابلة للذوبان لطباعة ABS | يتطلب حجرة مغلقة؛ يُستخدم مع مادة ABS |
بأي نوع من الخيوط يجب أن تبدأ؟
كنصيحة عامة، ابدأ باستخدام خيوط PLA. فهي تُطبع في درجات حرارة منخفضة، وتلتصق جيدًا بمعظم أسطح الطباعة، وتُنتج نتائج موثوقة دون الحاجة إلى حجرة مغلقة أو تهوية خاصة. بمجرد أن تعتاد على استخدام PLA، جرب PETG للحصول على أجزاء وظيفية أقوى، ولا تفكر في استخدام ABS إلا عند الحاجة إلى مقاومة للحرارة وتوافر تهوية مناسبة.

Setting Up a 3D Printer for Your First Print
يُعدّ إعداد الطابعة بشكل صحيح الفرق بين طباعة أولى ناجحة وساعات من الإحباط. اتبع هذه الخطوات العملية لتجهيز طابعة FDM الخاصة بك قبل إرسال أول ملف G-code.
تسوية السرير
أولاً، يضمن سطح الطباعة المستوي ترسب الطبقة الأولى على مسافة متساوية من الفوهة عبر كامل سطح الطباعة. تتضمن معظم الطابعات إجراءً يدويًا لتسوية السطح باستخدام ورقة كمقياس سماكة - مرر الورقة بين الفوهة وسطح الطباعة عند كل زاوية، واضبط مقابض التسوية حتى تشعر باحتكاك طفيف. على الرغم من أن بعض الطابعات توفر تسوية تلقائية للسطح (ABL) باستخدام مسبار، إلا أن حتى طابعات ABL تستفيد من عمليات فحص يدوية دورية.
إعدادات درجة الحرارة
بعد ذلك، اضبط درجة حرارة الفوهة ودرجة حرارة قاعدة الطباعة وفقًا لتوصيات الشركة المصنعة للخيوط. بالنسبة لخيوط PLA، ابدأ بدرجة حرارة فوهة تبلغ حوالي 200 درجة مئوية ودرجة حرارة قاعدة طباعة تتراوح بين 50 و60 درجة مئوية. بالإضافة إلى ذلك، اطبع نموذجًا تجريبيًا باستخدام جهاز قياس درجة الحرارة لتحديد درجة حرارة الفوهة المثلى لكل نوع من أنواع الخيوط التي تستخدمها.
فحوصات الطبقة الأولى
تُعدّ الطبقة الأولى أهم جزء في أي عملية طباعة. لذا، راقبها جيدًا. من الأفضل أن يكون خيط الطباعة مضغوطًا قليلًا على سطح الطباعة - ليس مسطحًا جدًا (مما يُسبب تشوهًا في شكل قدم الفيل) وليس دائريًا جدًا (مما يعني أن الفوهة بعيدة جدًا عن سطح الطباعة). بعبارة أخرى، يجب أن تكون الطبقة الأولى جيدة، ناعمة، وخالية من الفراغات بين الخطوط، وملتصقة بإحكام بسطح الطباعة.
التهوية والسلامة
حتى خيوط PLA تُصدر جزيئات متناهية الصغر أثناء الطباعة. لذا، يُنصح بالطباعة في غرفة جيدة التهوية أو بالقرب من نافذة مفتوحة. علاوة على ذلك، إذا كنت تطبع باستخدام خيوط ABS، يُوصى بشدة باستخدام طابعة مغلقة مزودة بنظام ترشيح هواء أو فلتر كربون نشط. كذلك، لا تترك طابعة ثلاثية الأبعاد تعمل دون مراقبة لفترات طويلة، خاصةً خلال عمليات الطباعة الأولى، واحرص على وجود مطفأة حريق في متناول يدك في مكان عملك.
عقلية المعايرة
قبل كل شيء، الطباعة ثلاثية الأبعاد عملية متكررة. لذا، توقع معايرة طابعتك عبر عدة تجارب طباعة. اطبع مكعبات المعايرة، وأبراج قياس درجة الحرارة، واختبارات التراجع لضبط إعداداتك بدقة. علاوة على ذلك، قد تحتاج كل لفة خيوط جديدة - حتى من نفس العلامة التجارية والنوع - إلى تعديلات طفيفة. في النهاية، توفر عادات المعايرة الجيدة الوقت والمواد في كل عملية طباعة مستقبلية.
Practical Tips for Better 3D Prints
بمجرد إعداد طابعتك، ستتناول هذه النصائح العملية على وجه التحديد التحديات الأكثر شيوعًا التي يواجهها المبتدئون وتساعدك على إنتاج مطبوعات متسقة وعالية الجودة.
الالتصاق بالطبقة الأولى
يُعدّ ضعف التصاق الطباعة بالسطح السبب الرئيسي لفشلها. ولمنع ذلك، نظّف سطح الطباعة بالكحول الإيزوبروبيلي قبل كل عملية طباعة. على سبيل المثال، استخدم لاصقًا أو شريطًا لاصقًا أو ورقة PEI لتحسين الالتصاق. إذا استمرت الطبقة الأولى في الانفصال رغم هذه الخطوات، ارفع درجة حرارة السطح بمقدار 5 درجات مئوية في كل مرة، أو خفّض سرعة الطبقة الأولى إلى 15-20 مم/ثانية.
اتجاه الطباعة
يؤثر اتجاه الطباعة على سطح الطباعة على قوة السطح وجودته، وعلى استخدام الدعامات. وكقاعدة عامة، يُنصح بوضع الأجزاء بشكل مسطح قدر الإمكان لتقليل الأجزاء البارزة. بالنسبة للأجزاء الميكانيكية، يُفضل توجيه الجزء الأقوى على طول المحورين X وY، لأن تماسك الطبقات (المحور Z) هو دائمًا المحور الأضعف في الطباعة بتقنية الترسيب المنصهر (FDM).
يدعم
الدعامات عبارة عن هياكل مؤقتة يُنشئها برنامج التقطيع لدعم الأجزاء الهندسية المتدلية. مع ذلك، فهي تستهلك مواد إضافية وتترك آثارًا على السطح عند إزالتها. لذا، يُنصح بتقليل استخدام الدعامات قدر الإمكان عن طريق تصميم الأجزاء بزوايا ذاتية الدعم (أقل من 45 درجة من الوضع الرأسي) أو باختيار اتجاهات طباعة ذكية.
حشو
الحشو هو البنية الداخلية للطباعة. في معظم الحالات، يعني الحشو 100% حشوًا صلبًا، وهو أمر نادرًا ما يكون ضروريًا. بالنسبة لمعظم النماذج الأولية، يوفر الحشو 15-20% قوة كافية مع توفير المواد والوقت. بالنسبة للأجزاء الهيكلية أو الميكانيكية - مثل مفاصل الذراع الروبوتية — قم بزيادة الحشو إلى 40-60% وفكر في استخدام نمط حشو أقوى مثل المكعب أو الجيرويدي.
ارتفاع الطبقة
يتحكم ارتفاع الطبقة في دقة وسرعة الطباعة. يُعد ارتفاع الطبقة 0.2 مم خيارًا مثاليًا لمعظم الأجزاء الوظيفية. استخدم 0.12 مم للتفاصيل الدقيقة أو الأسطح المرئية، و0.28 مم للنماذج الأولية حيث تكون السرعة أهم من المظهر. يجب ألا يتجاوز ارتفاع الطبقة 75% من قطر فوهة الطابعة.
عملية شد الخيوط وسحبها
يحدث التمدد عندما تظهر خيوط رفيعة من الفتيل بين أجزاء الطباعة. وينتج تحديدًا عن تسرب الفتيل من الفوهة أثناء حركة الطباعة. وللحد من التمدد، فعّل خاصية سحب الفتيل للخلف قليلًا أثناء الطباعة في برنامج التقطيع، وزِد سرعة الطباعة، وخفّض درجة حرارة الفوهة قليلًا.
التشويه
يحدث التواء الطباعة عندما ترتفع زواياها عن سطح الطباعة نتيجةً لعدم انتظام التبريد وانكماش المادة. ورغم شيوع هذه المشكلة مع مادة ABS، إلا أنها قد تحدث أيضاً مع مادة PETG. ولمعالجة هذه المشكلة، تأكد من ضبط درجة حرارة سطح الطباعة بشكل صحيح، واستخدم طابعة مغلقة إن أمكن، وأضف حافةً في إعدادات برنامج التقطيع، وتجنب وضع القطع في أماكن معرضة للتيارات الهوائية.
متى يجب التخفيف من السرعة
قد تتسبب الطباعة بسرعة عالية في مشاكل تماسك الطبقات، وظهور تموجات سطحية، وضعف أداء الطباعة على الأجزاء البارزة. لذا، إذا لاحظت أي مشاكل في الجودة، قلل سرعة الطباعة بمقدار 10-20 دورة في الدقيقة. بالنسبة للأجزاء الصغيرة أو ذات التفاصيل الدقيقة، تسمح السرعات المنخفضة لكل طبقة بالتبريد بشكل صحيح قبل وضع الطبقة التالية.
3D Design with Autodesk Inventor for 3D Printing
يُعدّ برنامج Autodesk Inventor تطبيقًا احترافيًا للتصميم بمساعدة الحاسوب ثلاثي الأبعاد، يستخدم على نطاق واسع في الهندسة الميكانيكية وتصميم المنتجات والتصنيع. ويوفر Inventor، على وجه الخصوص، بيئة تصميم قوية تتكامل بسلاسة مع عملية الطباعة ثلاثية الأبعاد، مما يجعله مثاليًا للمبتكرين الذين يرغبون في تجاوز الأشكال البسيطة وبناء أجزاء دقيقة وعملية مطبوعة بتقنية الطباعة ثلاثية الأبعاد.
لماذا يُعد برنامج Inventor مفيدًا للتصميم ثلاثي الأبعاد ذي التوجه الهندسي؟
أوتوديسك إنفينتور تعتمد هذه التقنية على النمذجة البارامترية، ما يعني أن كل ميزة في تصميمك تُحدد بأبعاد وقيود قابلة للتغيير في أي وقت. فإذا صممتَ قاعدة محرك بقطر 28 مم، ثم احتجتَ لاحقًا إلى تعديلها إلى 30 مم، ما عليك سوى تغيير أحد المعايير، وسيتم تحديث النموذج بالكامل تلقائيًا. ونتيجةً لذلك، تُعد هذه الطريقة أكثر كفاءة من إعادة رسم الأجزاء يدويًا، وهي ذات قيمة خاصة في النماذج الأولية التكرارية، التي تُمثل جزءًا أساسيًا من عمليات الطباعة ثلاثية الأبعاد.
علاوة على ذلك، يدعم برنامج Inventor التجميعات، مما يسمح لك بدمج أجزاء متعددة في مشروع واحد والتحقق من وجود أي تداخلات قبل الطباعة. بالنسبة لتصميمات الروبوتات - مثل ذراع روبوتية بست درجات حرية مع تحكم بلوتوث أو الروبوت المتحرك أوموبي آرم — تساعدك عملية التجميع هذه على التحقق من أن الوصلات المطبوعة والأقواس وأجزاء الهيكل تتناسب معًا بشكل صحيح قبل الالتزام بالطباعة.
تصميم الأجزاء مع مراعاة التصنيع
عند تصميم الطباعة بتقنية FDM في برنامج Inventor، ضع هذه القواعد العملية في اعتبارك. أولًا، تجنب الجدران الرقيقة جدًا (أقل من 1.2 مم لفوهة 0.4 مم). أضف حوافًا دائرية للزوايا الداخلية الحادة لتقليل تركيز الإجهاد. استخدم شطفًا بدلًا من النتوءات الصغيرة كلما أمكن. صمم فتحات التثبيت أكبر قليلًا (بمقدار 0.2-0.3 مم) لمراعاة عدم دقة الأبعاد المتأصلة في الطباعة بتقنية FDM. بالإضافة إلى ذلك، فكر في كيفية استقرار القطعة على سطح الطباعة أثناء التصميم - فالسطح المستوي ذو المساحة الأكبر عادةً ما يكون القاعدة الأفضل.
تصدير ملفات STL من برنامج Inventor
لإعداد نموذج Inventor الخاص بك للتقطيع، قم بتصديره كملف STL. تحديدًا، في Inventor، انتقل إلى ملف ← تصدير ← تنسيق CAD، ثم حدد STL. في خيارات التصدير، اضبط الدقة على "عالية" للأجزاء التفصيلية أو "متوسطة" للمكونات الهيكلية الأكبر. تؤدي الدقة العالية جدًا إلى إنشاء ملفات كبيرة الحجم دون تحسين ملحوظ في جودة الطباعة. بعد التصدير، افتح ملف STL في برنامج التقطيع للتحقق من نظافة الشبكة - أي خلوها من الثقوب أو الأسطح المقلوبة أو الحواف غير المتصلة.
تجنب الهندسة المعقدة للغاية
يُتيح برنامج Inventor تصميم أسطح وميزات بالغة التعقيد، ولكن ليس كل ما يبدو جيدًا في برامج التصميم بمساعدة الحاسوب (CAD) يُطبع بجودة مماثلة على طابعة FDM. على سبيل المثال، تجنب النتوءات الرقيقة جدًا، والجسور الأفقية غير المدعومة التي يزيد طولها عن 10-15 مم، والميزات الصغيرة التي يقل حجمها عن 0.8 مم والتي لا تستطيع الفوهة طباعتها. بدلًا من ذلك، بسّط الشكل الهندسي حيثما تسمح الوظيفة الميكانيكية بذلك - فالنماذج الأبسط تُقطع بشكل أسرع، وتُطبع بموثوقية أكبر، وتستهلك كمية أقل من المواد.

Cura Slicer Basics: Preparing Your Model for Printing
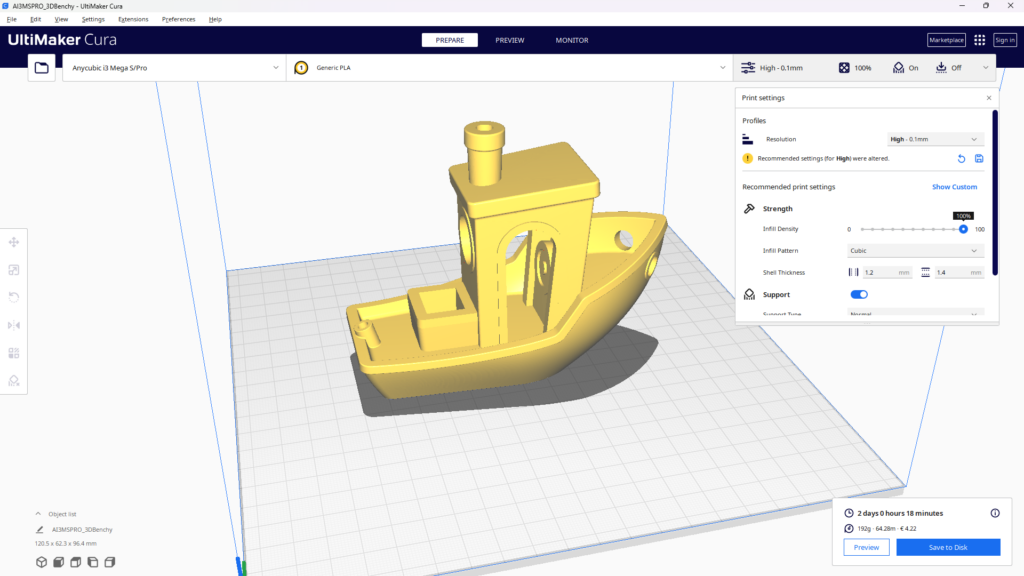
يُعدّ برنامج UltiMaker Cura أحد أشهر تطبيقات تقطيع النماذج ثلاثية الأبعاد في مجتمع الطباعة ثلاثية الأبعاد. علاوة على ذلك، فهو مجاني ومفتوح المصدر ومتوافق مع مئات طابعات FDM. يلعب Cura دورًا محوريًا في سير العمل، حيث يقوم بتحويل نموذجك ثلاثي الأبعاد إلى تعليمات G-code التي تحتاجها طابعتك لبناء المجسم طبقةً تلو الأخرى.
ما الذي تقوم به آلة التقطيع؟
يقوم برنامج التقطيع بأخذ ملف STL الخاص بك وتقطيعه إلى طبقات أفقية بارتفاع الطبقة الذي تحدده. ثم، لكل طبقة، يحسب مسار الأداة - المسار الدقيق الذي ستتبعه الفوهة لترسيب الخيوط. بالإضافة إلى ذلك، يضيف عناصر هيكلية غير مرئية في النموذج الأصلي، بما في ذلك الجدران (الأغلفة الخارجية)، وأنماط الحشو، وهياكل الدعم، والتنانير، والحواف، والقواعد.
شرح إعدادات برنامج كيورا الرئيسية
ارتفاع الطبقة — سُمك كل طبقة مطبوعة. عمليًا، تُنتج القيم المنخفضة (0.12 مم) أسطحًا أكثر نعومة، بينما تُسرّع القيم العالية (0.28 مم) عملية الطباعة. يُعدّ ارتفاع الطبقة 0.2 مم نقطة بداية جيدة لمعظم عمليات الطباعة.
كثافة الحشو ونمطه يتحكم هذا الخيار في مدى صلابة الجزء الداخلي من الطباعة. يُعدّ الحشو 20% شائعًا في النماذج الأولية. على سبيل المثال، اختر حشوًا شبكيًا للأجزاء البسيطة، أو مكعبًا أو حلزونيًا للأجزاء التي تتطلب قوة في جميع الاتجاهات.
عدد الجدران (سُمك الغلاف) — عدد خطوط المحيط في كل طبقة. عمومًا، يوفر وجود جدارين أو ثلاثة جدران توازنًا جيدًا بين المتانة ووقت الطباعة. مع ذلك، يُنصح بزيادة عدد الجدران للأجزاء التي تحتاج إلى مقاومة الصدمات أو الإجهاد الميكانيكي.
هياكل الدعم — فعّل الدعامات للأجزاء البارزة بزاوية تزيد عن 45 درجة. يوفر برنامج Cura نوعين من الدعامات: "العادية" (التي تلامس سطح الطباعة فقط) و"الشاملة". بالإضافة إلى ذلك، تُعد دعامات الأشجار مفيدة للأشكال العضوية لأنها أسهل في الإزالة وتترك آثارًا أقل.
سرعة الطباعة - بشكل افتراضي، تُعدّ سرعات 50-60 مم/ثانية مناسبةً لطباعة PLA. لذا، يُنصح بتقليل السرعة عند طباعة الأشكال الهندسية المعقدة أو الأجزاء الصغيرة. في المقابل، يُنصح بزيادة السرعة عند طباعة الأجزاء الكبيرة والبسيطة بعد التأكد من جودة الطباعة بالسرعات القياسية.
نوع الالتصاق - حافة الطباعة (خط يحيط بالقطعة المطبوعة لتجهيز الفوهة)، أو حافة الطباعة (خطوط إضافية متصلة بقاعدة الطباعة لتحسين الالتصاق)، أو قاعدة الطباعة (منصة كاملة أسفل القطعة المطبوعة). يُنصح باستخدام حافة الطباعة تحديدًا للأجزاء الطويلة أو الضيقة التي تميل إلى الانحراف أو التشوّه.
استخدام وضع المعاينة في برنامج Cura
بعد التقطيع، تحقق دائمًا من وضع المعاينة في برنامج Cura قبل إرسال رمز G إلى الطابعة. تُظهر المعاينة مسار الأداة بدقة طبقةً تلو الأخرى، مُرمّزة بالألوان حسب نوع الميزة (الجدران، الحشو، الدعامات، حركات الطباعة). يتيح لك هذا التأكد من وضع الدعامات بشكل صحيح، وكثافة الحشو مناسبة، وعدم وجود فجوات أو عيوب غير متوقعة في النموذج المُقطّع. ففي النهاية، لا يستغرق إصلاح المشاكل في برنامج التقطيع سوى ثوانٍ، بينما يُهدر إصلاحها في طباعة فاشلة ساعات من الوقت والمواد.
Design Rules for 3D Printing
يتطلب تصميم المنتجات للطباعة ثلاثية الأبعاد (والذي يُعرف غالبًا باسم DfAM - التصميم للتصنيع الإضافي) التفكير في كيفية قيام الطابعة ببناء القطعة المطلوبة. ومن المهم الإشارة إلى أن هذه القواعد تنطبق سواءً كنت تستخدم برنامج Inventor أو Fusion 360 أو أي أداة تصميم بمساعدة الحاسوب أخرى.
الهندسة وأبعاد الجدران
الوعي بالنتوءات تستطيع طابعات FDM التعامل مع الأجزاء البارزة بزاوية تصل إلى 45 درجة تقريبًا من الوضع الرأسي دون الحاجة إلى دعامات. أما إذا تجاوزت هذه الزاوية، فستحتاج إلى هياكل داعمة أو تعديل في التصميم. لذا، يُنصح بإعادة تصميم الأجزاء كلما أمكن ذلك لضمان بقائها ضمن نطاق الدعم الذاتي.
سمك الجدار يجب ألا يقل سمك الجدار عن ضعفين إلى ثلاثة أضعاف قطر الفوهة. بالنسبة لفوهة قطرها 0.4 مم، يجب ألا يقل سمك الجدار عن 0.8 مم، ويفضل أن يكون 1.2 مم أو أكثر للأجزاء الهيكلية.
التفاوتات المسموح بها في التجميعات ضع في اعتبارك أن أبعاد أجزاء الطباعة ثلاثية الأبعاد بتقنية الترسيب المنصهر (FDM) ليست مثالية. عند استخدام وصلات الضغط، أضف خلوصًا يتراوح بين 0.1 و0.2 مم. أما عند استخدام وصلات الانزلاق أو الدوران، فأضف خلوصًا يتراوح بين 0.3 و0.5 مم. وكأفضل ممارسة، اطبع دائمًا نموذجًا تجريبيًا صغيرًا قبل البدء في طباعة مجموعة كبيرة متعددة الأجزاء.
التخطيط للتوجيه والتجمع
تخطيط اتجاه الطباعة — وجّه القطعة بحيث تكون الأسطح الحساسة متجهة للأعلى (بعيدًا عن قاعدة الطباعة) للحصول على أفضل نتيجة. ضع مسارات التحميل الهيكلية على طول المستوى X/Y حيث تكون روابط الطبقات أقوى. تجنّب طباعة الأجزاء الرقيقة عموديًا، لأنها غالبًا ما تنكسر على طول خطوط الطبقات.
دعم تقليل التكاليف — يجب إزالة كل دعامة تقوم بطباعتها لاحقًا، مما يُهدر الوقت وقد يُلحق الضرر بالأسطح. صمم الأجزاء بحيث تكون ذاتية الدعم قدر الإمكان: استخدم الحواف المشطوفة بدلًا من النتوءات الأفقية، وقسّم الأجزاء المعقدة إلى تجميعات فرعية قابلة للطباعة، واستخدم ثقوبًا على شكل دمعة بدلًا من الثقوب الدائرية للثقوب الأفقية.
التفكير التجميعي الملائم — عند تصميم التجميعات متعددة الأجزاء (مثل ذراع روبوتية (أو غلاف مُصمّم خصيصًا)، فكّر في كيفية تجميع الأجزاء. صمّم ميزات التثبيت السريع، أو رؤوس البراغي، أو دبابيس المحاذاة مباشرةً في نموذج التصميم بمساعدة الحاسوب (CAD). هذا يوفر وقت المعالجة اللاحقة ويُنتج تجميعًا نهائيًا أكثر موثوقية.
Examples of 3D Printing in Maker Projects
تُصبح الطباعة ثلاثية الأبعاد أكثر فائدة عند تطبيقها على مشاريع حقيقية. فيما يلي بعض التطبيقات العملية التي تُوضح مدى فائدة هذه التقنية للمُصنّعين وهواة الروبوتات.
هيكل الروبوت والإطارات الهيكلية فعلى سبيل المثال، تسمح أجزاء الهيكل المصممة خصيصًا والمطبوعة بتقنية الطباعة ثلاثية الأبعاد ببناء روبوتات مصممة خصيصًا لتناسب تكوينات أجهزة الاستشعار وأحجام المحركات المحددة. روبوت KY-033 لتتبع الخطوط و روبوت تتبع الخطوط TCS34725 يستخدم كلاهما إطارات مطبوعة بتقنية الطباعة ثلاثية الأبعاد مصممة باستخدام برامج التصميم بمساعدة الحاسوب (CAD).
مفاصل وأقواس الذراع الروبوتية - ال مشروع ذراع روبوتية بست درجات حرية يستخدم وصلات مطبوعة بتقنية الطباعة ثلاثية الأبعاد، وأغطية مفاصل، وحوامل محركات مؤازرة، والتي سيكون إنتاجها مكلفًا أو مستحيلاً بالطرق التقليدية على نطاق الهواة.
حوامل أجهزة الاستشعار والعلب المصممة حسب الطلب تتيح لك الطباعة ثلاثية الأبعاد تصميم حوامل مثالية لأجهزة الاستشعار فوق الصوتية، والكاميرات، أو لوحات أردوينو. فبدلاً من استخدام حوامل جاهزة، يمكنك تصميم حوامل تتناسب تمامًا مع أبعاد مشروعك ونمط البراغي.
التروس والبكرات والمكونات الميكانيكية - تجدر الإشارة إلى أن تقنية الطباعة ثلاثية الأبعاد بالترسيب المنصهر (FDM) قادرة على إنتاج تروس وظيفية، وبكرات توقيت، ووصلات لتطبيقات الأحمال المنخفضة. وتسهل أدوات Inventor البارامترية تصميم هذه المكونات بدقة عالية من حيث شكل الأسنان وأبعاد الثقوب.
أدوات منزلية للزينة والوظائف العملية — بالإضافة إلى الهندسة، تتيح الطباعة ثلاثية الأبعاد أيضًا إمكانية صنع عناصر شخصية مثل اللوحات الجدارية، وأغطية المصابيح، والمنظمات، وحوامل الهواتف، مما يُظهر الإمكانات الإبداعية لهذه التقنية.
Troubleshooting Common 3D Printing Problems
حتى المستخدمون ذوو الخبرة قد يواجهون أعطالاً في الطباعة. ومع ذلك، فإن معرفة كيفية تشخيص المشكلات الشائعة وإصلاحها بسرعة يُعد جزءًا أساسيًا من تعلم أساسيات الطباعة ثلاثية الأبعاد. إليكم أكثر المشكلات شيوعًا وحلولها.
مشاكل الالتصاق والسطح
ضعف الالتصاق بالسرير — تنفصل الطباعة عن قاعدة الطباعة أثناء عملية الطباعة. لحل هذه المشكلة، نظّف سطح قاعدة الطباعة، وأعد ضبط مستوى القاعدة، وارفع درجة حرارة القاعدة، وأبطئ سرعة الطباعة في الطبقة الأولى، أو أضف حافة في برنامج التقطيع.
شد الأوتار — في هذه الحالة، تظهر خيوط رفيعة بين أجزاء الطباعة. قم بزيادة مسافة وسرعة السحب، وخفض درجة حرارة الفوهة قليلاً، وزيادة سرعة الحركة في برنامج التقطيع.
التشويه هنا، تنحني زوايا الطباعة لأعلى من سطح الطباعة. استخدم طابعة مغلقة، وارفع درجة حرارة سطح الطباعة، وأضف حافة، وتجنب وضع الطابعة في أماكن معرضة للتيارات الهوائية.
مشاكل البثق والبرمجيات
نقص في البثق — في هذه الحالة، تظهر الطباعة فجوات أو جدران رقيقة أو طبقات مفقودة. تحقق من وجود انسداد جزئي في الفوهة، وتأكد من ضبط قطر خيط الطباعة في برنامج التقطيع، وقم بزيادة معدل التدفق قليلاً، أو تأكد من أن ترس الطارد يمسك خيط الطباعة بشكل صحيح.
فوهة مسدودة — يتوقف خروج الخيط أو يخرج بشكل غير منتظم. قم بإجراء سحب بارد (سخّن الفوهة، ادفع الخيط للداخل، اتركه يبرد، ثم اسحبه للخارج لإزالة الشوائب). إذا لم ينجح ذلك، فاستخدم إبرة تنظيف الفوهة أو استبدلها.
الأسطح الخشنة أو غير المستوية — يحدث هذا بسبب زيادة كمية المادة المضافة، أو ارتفاع درجة الحرارة، أو عدم انتظام قطر الخيط. لحل هذه المشكلة، قلل معدل التدفق، وخفّض درجة حرارة الفوهة، وتأكد من تخزين الخيط في بيئة جافة.
دعامات فاشلة — قد تنهار الدعامات أو لا تنفصل بسلاسة. في برنامج Cura، جرّب استخدام دعامات شجرية بدلاً من الدعامات العادية. زد كثافة سطح الدعامات لتحسين جودة الطباعة، أو اضبط مسافة الدعامات على المحور Z لتسهيل إزالتها.
تصدير ملف STL تالف يُظهر برنامج التقطيع ثقوبًا أو أخطاءً في النموذج. لإصلاح ذلك، أعد تصديره من برنامج التصميم بمساعدة الحاسوب (CAD) بدقة شبكة أعلى. في برنامج Inventor، تحقق من إعدادات تصدير ملف STL، وتأكد من خلو النموذج من الأسطح المفتوحة أو الحواف غير المتصلة قبل التصدير. يمكنك أيضًا إصلاح ملفات STL باستخدام أدوات مجانية مثل Meshmixer أو وظيفة الإصلاح المدمجة في برنامج Windows 3D Builder.
Frequently Asked Questions About 3D Printing
What is the best 3D printer for beginners?
For beginners, an FDM printer in the $200–$400 range typically offers the best balance of quality, reliability, and learning potential. Popular options include the Creality Ender 3 series, Prusa Mini, and Bambu Lab A1 Mini. Look for features like automatic bed leveling, a heated bed, and good community support.
What material should I start with for 3D printing?
Start with PLA filament. It is, after all, the easiest material to print, requires low temperatures, produces minimal odor, and works on virtually every FDM printer. Once you are comfortable with PLA, PETG is a strong next step for more durable parts.
How long does a 3D print take?
Print time depends on the size of the object, layer height, infill density, and print speed. For example, a small calibration cube may take 20–30 minutes. A medium-sized part like a phone stand might take 2–4 hours. Large structural components for a robot chassis can take 8–20 hours or more. Your slicer will estimate the time before you start printing.
What is the difference between FDM and SLA 3D printing?
FDM melts and extrudes thermoplastic filament layer by layer. In contrast, SLA uses a UV laser to cure liquid resin. FDM is cheaper and better for functional parts; SLA produces finer detail and smoother surfaces but requires resin handling and post-curing. Most beginners start with FDM.
Do I need CAD software to start 3D printing?
Not immediately. In fact, you can start by downloading ready-made STL files from repositories like Thingiverse or Printables. However, to create custom parts — especially for robotics and engineering projects — eventually learning CAD software like Autodesk Inventor, Fusion 360, or Tinkercad is essential.
What does a slicer do in 3D printing?
A slicer converts a 3D model (STL file) into G-code — machine-readable instructions that tell the printer how to move, how much filament to extrude, and at what temperature to operate. For example, UltiMaker Cura and PrusaSlicer are two popular free slicers.
How do I fix a clogged 3D printer nozzle?
Try a cold pull first: heat the nozzle, push filament in manually, let it cool to around 90 °C, then pull the filament out firmly. This extracts debris from inside the nozzle. If the clog persists, use a cleaning needle or replace the nozzle entirely — nozzles are inexpensive consumables.
Can I 3D print parts for Arduino and robotics projects?
Yes — in fact, this is one of the most practical uses of desktop 3D printing. Specifically, you can print custom enclosures for Arduino boards, sensor mounts, robot chassis, servo brackets, gear trains, and cable management clips. Many projects on OmArTronics, including the ذراع روبوتية بست درجات حرية و سيارة روبوت يتم التحكم فيها عبر البلوتوث, rely entirely on 3D-printed structural parts.
What is G-code in 3D printing?
G-code is the standard language used to control CNC machines, including 3D printers. More specifically, each line of G-code is a command — for example, moving the print head to a specific position, setting the nozzle temperature, or extruding a specific amount of filament. Your slicer generates G-code automatically from your 3D model.
Is 3D printing expensive?
Entry-level FDM printers cost $200–$400, and a 1 kg spool of PLA filament costs approximately $15–$25. Furthermore, most small parts use only a few grams of material, making individual prints very affordable. The main cost is the printer itself and the time investment in learning calibration and design.
Resources and Next Steps
With the fundamentals now covered, here are practical next steps to continue building your 3D printing skills and start applying them to real projects.
Recommended Beginner Software
أوتوديسك إنفينتور — Professional parametric CAD for engineering parts and assemblies. Free for students and educators through the Autodesk Education plan.
Autodesk Fusion 360 — A cloud-based CAD/CAM tool with a free personal-use license. This makes it a good alternative if you want integrated simulation and manufacturing tools.
Tinkercad — A free browser-based 3D modelling tool ideal for absolute beginners and simple shapes. As such, it is great for learning basic concepts before moving to Inventor or Fusion.
UltiMaker Cura — Free, open-source slicing software compatible with most FDM printers. The best starting slicer for beginners.
PrusaSlicer — Another free, open-source slicer with advanced features for experienced users. Worth trying once you are familiar with Cura.
Suggested OmArTronics Tutorials to Explore Next
Apply your new 3D printing and design skills to hands-on robotics projects. These OmArTronics tutorials use 3D-printed parts extensively and will help you put theory into practice.
- DIY 6-DOF Robotic Arm — 3D Print, Wire, and Program Step by Step — Design and print all structural parts for a fully functional six-axis robotic arm controlled by Arduino and PCA9685 servo drivers.
- ذراع روبوتية بست درجات حرية يمكنك تركيبها بنفسك مع تحكم بلوتوث — Extend the robotic arm project with wireless Bluetooth control using HC-05 and a custom Android app built in MIT App Inventor.
- Building a Line Following Robot with KY-033 Sensors — A beginner-friendly project that combines 3D-printed chassis design with Arduino sensor programming.
- أوم أوبي آرم: روبوت متنقل مزود بذراع روبوتية مدمجة — An advanced build that uses 3D-printed parts for both the mobile platform and the mounted robotic arm.
- دليل التحكم في محركات المؤازرة باستخدام أردوينو: SG90، PWM، وPCA9685 — Learn servo control fundamentals that pair naturally with 3D-printed mechanical assemblies.
First Projects to Print
If you are setting up your printer for the first time, then start with these practical beginner prints to build confidence and calibrate your machine.
- Calibration cube (20 mm XYZ) — Verify dimensional accuracy and identify extrusion or leveling problems.
- Temperature tower — Find the optimal nozzle temperature for your filament.
- Benchy (3D Benchy tugboat) — The standard benchmark print that tests overhangs, bridging, small details, and stringing in one compact model.
- Simple phone stand or cable organizer — A practical first functional print that you will actually use.
- Arduino Uno case — Design a custom enclosure for your Arduino board as your first CAD-to-print exercise.
خاتمة
In summary, 3D printing bridges the gap between digital design and physical reality, giving makers, students, and engineers the ability to turn ideas into functional objects on their own workbench. This guide covered the essential 3D printing basics — from understanding how FDM works and choosing the right materials, through designing parts in Autodesk Inventor and slicing them in Cura, to setting up your printer and troubleshooting common issues.
Ultimately, the best way to learn 3D printing is to start printing. Begin with PLA, print calibration tests, design your first simple part in CAD, and gradually take on more complex projects. After all, every failed print teaches you something valuable about the process.
When you are ready to apply your skills to real builds, explore the robotic arm project أو روبوت تتبع الخطوط tutorials on OmArTronics. These projects combine 3D-printed parts with Arduino electronics and real-world engineering challenges — exactly the kind of work where 3D printing skills make the biggest difference.
3 رأي حول “Introduction to 3D Printing: Workflow, Materials, Inventor, Cura, and Beginner Tips”